першая савецкая доследна-паказальная працоўная школа. Існавала ў 1918—19 у в. Ліцвінавічы Рагачоўскага пав. Магілёўскай губ. (цяпер Кармянскі р-н Гомельскай вобл.). Засн. П.М.Лепяшынскім. Навучанне і выхаванне ў школе спалучалася з працай. Фарміраванню і развіццю дзіцячага калектыву, выхаванню адказнасці, таварыскай узаемадапамогі садзейнічала добра арганізаванае самаабслугоўванне. Навуч. праграмы для школы распрацоўваў пед. калектыў. Навучэнцы вялі паліт.-асв. работу сярод насельніцтва. У 1919 школа пераведзена ў Маскву, з Лепяшынскім туды выехалі і 22 вучні, якія сталі выхаванцамі Маскоўскай доследна-паказальнай школы імя П.М.Лепяшынскага.
вёска ў Кармянскім р-не Гомельскай вобл., каля р. Касалянка. Цэнтр сельсавета і калгаса. За 8 км на ПнУ ад г.п. Карма, 99 км ад Гомеля, 61 км ад чыг. ст. Рагачоў. 1789 ж., 723 двары (1999). Птушкафабрыка «Сож», лясніцтва. Сярэдняя школа, Палац культуры, б-ка, камбінат быт. абслугоўвання, аддз. сувязі. Брацкая магіла сав. воінаў. Помнік землякам, якія загінулі ў Вял.Айч. вайну. Помнік і мемар. дошка П.М.Лепяшынскаму, які заснаваў Ліцвінавіцкую школу-камуну. Каля вёскі паселішча эпохі неаліту і бронзавага веку.
бел. фальклорны гурт. Засн. ў 1991 у Мінску. Арганізатар і кіраўнік У.Бярбераў. Уключае 9 вакалістаў і інструменталістаў. Яго дзейнасць адметная шырокім выкарыстаннем і прапагандай стараж. інструментаў, у т. л. дуды, цымбалаў маладзечанскай і вілейскай традыцый, пецярбургскага 3-раднага гармоніка, зах.-бел. скрыпкі, паляшуцкай дудкі і інш. Гурт выкарыстоўвае аўтэнтычныя строі і распрацоўвае новыя ў дакладных рэгіянальных традыцыях. У рэпертуары ансамбля апрацоўкі бел.нар. песень, абрадавая і танц.нар. музыка (большасць твораў запісана ўдзельнікамі гурта), гучанне якіх вызначаецца своеасаблівым «вясковым» каларытам. Гурт выпусціў 4 аўдыёальбомы на касетах і кампакт-дысках (больш за 80 твораў, 1992—99), 2 песні ў яго выкананні змешчаны у зб-ку музыкі Усх. Еўропы (1997; ЗША). Калектыў — удзельнік III (Браціслава, 1995) i IV (Магілёў, 1997) Сусв. цымбальных кангрэсаў, прызёр шэрагу фестываляў. Збор запісаў у выкананні «Л.» захоўваецца ў фондах Нац. б-кі Рэспублікі Беларусь.
вёска ў Уздзенскім р-не Мінскай вобл., каля р. Уса, на аўтадарозе Узда—Негарэлае. Цэнтр сельсавета і калгаса. За 6 км на ПнЗ ад г.п. Узда, 70 км ад Мінска, 11 км ад чыг. ст. Негарэлае. 363 ж., 122 двары (1999).
Сярэдняя школа, Дом культуры, б-ка, аддз. сувязі. Радзіма бел. вучонага У.З.Завітневіча.
ЛІЦЕ́ЙНАЙ ВЫТВО́РЧАСЦІ БЕЛАРУ́СКІ НАВУКО́ВА-ДАСЛЕДЧЫ І КАНСТРУ́КТАРСКА-ТЭХНАЛАГІ́ЧНЫ ІНСТЫТУ́Т, навукова-вытворчае прадпрыемства «Інстытут БелНДІліц». Засн. 7.1.1957 у Мінску як філіял НДІ тэхналогіі аўтапрама (Масква). З 11.5.1978 Навукова-даследчы і канструктарска-тэхнал.ін-т ліцейнай вытв-сці аўтапрама, з 31.3.1993 БелНДІліц, з 4.2.1997 сучасная назва. Вядучая ў СНД н.-д. ўстанова па распрацоўцы і ўкараненні тэхналогій і абсталявання для ліцейнай вытв-сці. Асн. кірункі дзейнасці: даследаванне, распрацоўка і ўкараненне матэрыялаў, тэхналогій і абсталявання для вытв-сці ліцейных форм, стрыжняў, адлівак з каляровых і чорных сплаваў, фінішная апрацоўка літых загатовак, праектаванне і выраб аснасткі і інш.
выраб літых загатовак або дэталей (фасонных адлівак) спосабам запаўнення расплаўленым металам (сплавам) ліцейных форм; адна з асн. галін металургіі і машынабудавання. Уключае: прыгатаванне фармовачных сумесей і стрыжнёвых сумесей, выраб ліцейных мадэлей, форм і стрыжняў, плаўку металу і заліўку яго ў формы, выдаленне зацвярдзелых адлівак, іх ачыстку і абрубку. Рознымі спосабамі ліцця вырабляецца большасць прадукцыі машынабудавання з сталі, чыгуну і каляровых сплаваў.
Ліцейныя стрыжні і формы робяць на стрыжнёвых і фармовачных машынах, на паточных або аўтам. лініях з выкарыстаннем пескадуўных машын, пескастрэльных машын і інш. Зборка ліцейных форм (устаноўка стрыжняў, літніковай сістэмы, злучэнне верхніх і ніжніх апок) робіцца ўзгоднена з плаўленнем металу ў вагранках, полымных печах, дугавых і індукцыйных электрапечах і інш. Пасля заліўкі і зацвярдзення металу адліўкі (а таксама стрыжні з поласцей адлівак) выбіваюць, вызваляюць ад літніковай сістэмы, ачышчаюць ад прыгарэлых фармовачных сумесей і перадаюць на фарбаванне або тэрмічную апрацоўку (для паляпшэння мех. уласцівасцей). Для ачысткі адлівак выкарыстоўваюцца шротакідальныя, шротаструменныя, пескагідраўлічныя, электрахім. і электрагідраўлічныя ўстаноўкі, спец. прэсы і інш. Л. в. аснашчаецца ліцейнымі аўтаматамі, канвеерамі, аўтам. лініямі, электроннымі прыладамі і сістэмамі кіравання.
Вытв-сць літых вырабаў вядома з глыбокай старажытнасці. Прадметы рэліг. культу, хатняга ўжытку, зброю пачалі выплаўляць (пераважна з бронзы) у 4—3-м тыс. да н. э. ў краінах Пярэдняй Азіі, Егіпце, Індыі, Кітаі, на мяжы 3-га і 2-га тыс. да н. э. ў Еўропе (гл.Бронзавы век). У 13—14 ст. адлітымі вырабамі славіліся Візантыя, Венецыя, Генуя, Фларэнцыя. У 12—13 ст. складаныя адліўкі выраблялі кіеўскія ліцейшчыкі. У рус. дзяржаве ў 14—15 ст. адлівалі бронзавыя і чыгунныя гарматы, ядры і званы, у 1479 у Маскве пабудаваны першы ліцейны з-д. Майстар-ліцейшчык А.Чохаў адліў шэраг буйных гармат, у т. л. «Цар-пушку» (у 1586, каля 40 т). У 1735 адліты «Цар-звон» (больш за 200 т). У 1873 зроблена адна з самых вял. адлівак у свеце — шабот (ніжняя ч.) паравога молата (650 т). Адліваліся помнікі, скульптурныя групы і інш. У распрацоўку тэарэт. асноў Л. в. ўклад зрабілі вучоныя П.П.Аносаў, Дз.К.Чарноў, А.А.Байкоў, А.А.Бочвар, М.С.Курнакоў, А.В.І.Вейнік, П.П.Берг, А.М.Ляс і інш.
На Беларусі вытв-сць некаторых бронзавых рэчаў з прывазной сыравіны і пераплаўка сапсаваных вырабаў пачалася ў 1-й пал. 2-га тыс. да н. э. З 14 ст. адлівалі бронзавыя гарматы, алавяныя і бронзавыя ядры. Каля 1540 у Вільні заснаваны гарматны ліцейны двор — людвісарня, у 1597 — Баранская кульня (майстэрня па выплаўцы куль і ядраў). Ў 16—18 ст. невял. людвісарні — «дзелалейні» існавалі ў Нясвіжы, Слуцку, Быхаве, Магілёве, Друі, Віцебску, Полацку і інш. гарадах, якія адлівалі гарматы для сваёй абароны. Захаваліся імёны некаторых ліцейшчыкаў-людвісараў: запрошаны ням. майстар Г.Мольтцфельд, мясц. майстры Сцяпан і Пятро ў Нясвіжы (канец 16 — пач. 17 ст.), К.Ганусаў у Быхаве (2-я пал. 16 ст.), быхаўскія майстры Юрка і Мікалай, якія рабілі разавыя адліўкі ў Магілёве (сярэдзіна 17 ст.). У 18 ст.артыл. гарматы адлівалі ў Слуцку, Быхаве, Нясвіжы, Гродне, Жлобіне, Вішневе. У 1768 А.Тызенгаўзам пабудавана Маларыцкая металургічная мануфактура. Пазней дзейнічалі Вішнеўскі і Барысаўшчынскі металургічныя, Старынкаўскі чыгуналіцейны з-ды (гл. адпаведныя арт.), Налібоцкі металургічны камбінат, Досаўская медзеплавільная мануфактура. У 1990-я г. працуюць: Беларускі (у Жлобіне) і Магілёўскі металургічныя з-ды (гл. адпаведныя арт.), Гомельскі ліцейны завод «Цэнтраліт», высокаразвітая Л.в. на трактарным, аўтамабільным, маторным, падшыпнікавым, станкабудаўнічых, с.-г. машынабудавання і інш. з-дах. Над удасканаленнем тэхналогіі Л.в. і распрацоўкай ліцейнага абсталявання працуюць ліцейнай вытворчасці Беларускі навукова-даследчы і канструктарска-тэхналагічны інстытут, Фізіка-тэхн. ін-т, Ін-т тэхналогіі металаў (г. Магілёў) Нац.АН Беларусі, кафедры Л.в. Бел.політэхн. акадэміі і Гомельскага тэхн. ун-та і інш.
Д.М.Кукуй, У.М.Сацута.
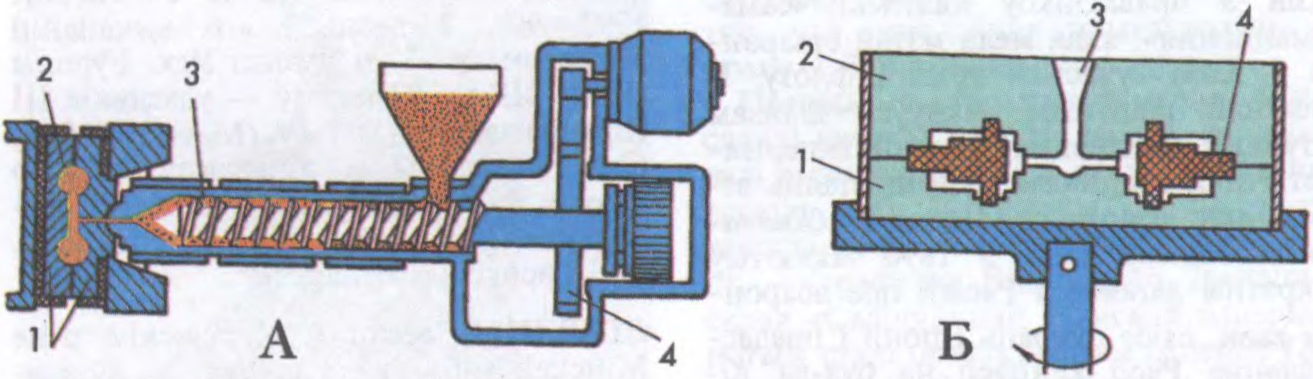
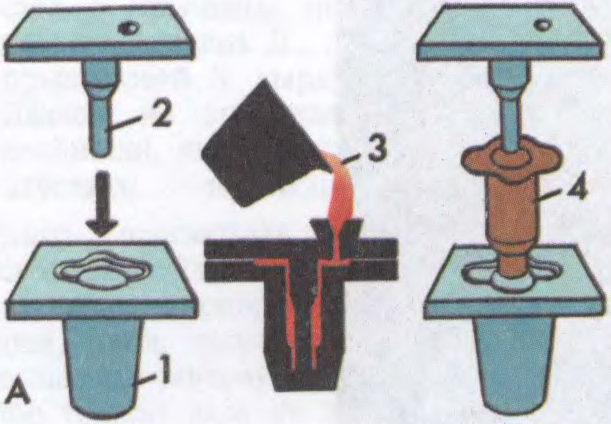
Да арт.Ліцейная вытворчасць. А — чарвячная машына для ліцця пад ціскам палімерных матэрыялаў: 1 — ліцейная форма; 2 — выраб; 3 — цыліндр з расплаўленым матэрыялам і абагравальнікамі; 4 — прывод чарвяка. Б — атрыманне адліўкі цэнтрабежным ліццём на машыне з вертыкальнай воссю: 1, 2 — ніжняя і верхняя паўформы; 3 — літніковая сістэма; 4 — стрыжань.
прыстасаванне для атрымання ў ліцейнай форме рабочай поласці для будучай адліўкі. Звычайна з’яўляецца часткай мадэльнага камплекта.
Ад самой адліўкі адрозніваецца спец. выступамі, якія ўтвараюць у ліцейнай форме гнёзды для ўстаноўкі ліцейных стрыжняў, а таксама прыпускамі на ўсадку сплаву пры цвярдзенні і на мех. апрацоўку. Бываюць раздымныя і нераздымныя; драўляныя, гіпсавыя, цэментныя, пластмасавыя, пенаполістырольныя, парафінастэарынавыя і металічныя.
Д.М.Кукуй.
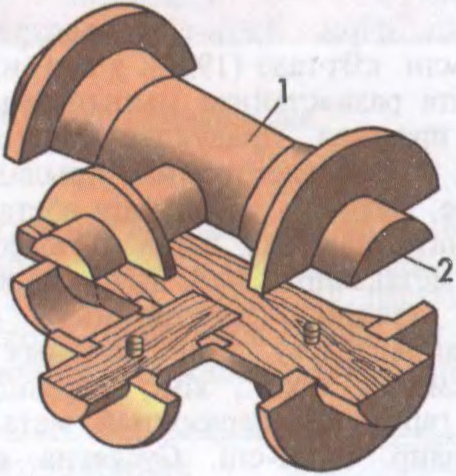
Раздымная ліцейная мадэль са стрыжнёвымі знакамі: 1 — палова мадэлі; 2 — стрыжнёвы знак.
форма, у якую заліваюць расплаўлены матэрыял, каб атрымаць пасля яго зацвердзявання фасонную адліўку. Складаецца звычайна з дзвюх паўформ, якія з дапамогай ліцейнай мадэлі ўтвараюць замкнёную поласць з канфігурацыяй і памерамі патрэбнай адліўкі.
Л.ф. мае ліцейныя стрыжні, якія ўтвараюць унутр. поласці і адтуліны ў адліўцы (робяцца з стрыжнёвых сумесей) і літніковую сістэму (сукупнасць каналаў і поласцей) для запаўнення рабочай поласці расплаўленым матэрыялам. Адрозніваюць Л.ф. разавыя і шматразавыя, якія робяцца ў апоках з дапамогай фармовачных машын або ручным спосабам з фармовачных сумесей, а таксама з металу (какілі). Формы, якія выкарыстоўваюцца для ліцця пад ціскам, звычайна наз.прэс-формамі, для атрымання зліткаў — уліўніцамі, вырабаў з пластмас — ліццёвымі.
Д.М.Кукуй.
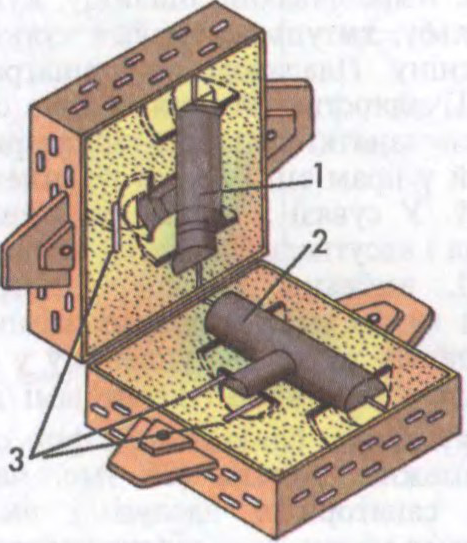
Ліцейная форма ў апоцы: 1 — верхняя паўформа; 2 — ніжняя паўформа са стрыжнем; 3 — літніковая сістэма.
працэс атрымання вырабаў (адлівак) з расплаўленых матэрыялаў (металаў, горных парод, керамічных матэрыялаў, пластмас і інш.), залітых у ліцейную форму і пасля зацвердзявання апрацаваных. Адзін з найб.эканам. спосабаў вырабу дэталей і загатовак складанай формы і розных памераў. У ліцейнай вытворчасці выкарыстоўваюць больш за 50 разнавіднасцей Л., у т. л.бесперапыннае ліццё, вакуумнае ліццё, каменнае ліццё.
Л. у какіль атрымліваюць фасонныя шчыльныя адліўкі з дакладнымі памерамі, меншымі прыпускамі на мех. апрацоўку (з чыгуну, сталі, алюмінію, магніевых і інш. сплаваў). Л. ў абалонкавыя формы (разавыя, зробленыя з сумесі кварцавага пяску і фенола-фармальдэгіднай смалы) дае адліўкі з шчыльнай аднароднай дробназярністай структурай і высокімі мех. якасцямі, з гладкай паверхняй. Эфектыўнае ў буйнасерыйнай вытв-сці пры вырабе адлівак масай да 100 кг. Л. па выплаўляльных мадэлях робіцца ў нераздымных абалонках з дробназярністага вогнетрывалага матэрыялу. Рабочая поласць утвараецца пасля выплаўлення з абалонкі патрэбнай мадэлі (з парафіну, стэарыну і інш.) Дае складаныя адліўкі з высокай (прэцызійнай) дакладнасцю. Л. пад ціскам вядуць у прэс-формы, якія запаўняюць металам або пластмасай (тэрмапластам, рэактапластам) і гумавымі сумесямі з вял. скорасцю пад высокім ціскам. Пасля астывання, зацвердзявання або вулканізацыі матэрыял набывае канфігурацыю ўнутр. поласці. Дае складаныя вырабы з высокай дакладнасцю. Спосаб высокапрадукцыйны.
На Беларусі даследаванні ў галіне Л. металаў вядуцца з 1950-х г. у Фіз.-тэхн. ін-це Нац.АН, БПА, ліцейнай вытворчасці Беларускім навукова-даследчым канструктарска-тэхналагічным інстытуце, Гомельскім тэхн. ун-це і інш. Распрацаваны новыя спосабы Л. (намарожваннем, Л. у какіль з штучным паветраным зазорам, Л. на вярчальныя валкі-крышталізатары, бесперапыннае цэнтрабежнае Л. і інш.), адпаведныя машыны, абсталяванне, сродкі аўтаматызацыі вытв. працэсаў і інш.
Д.М.Кукуй.
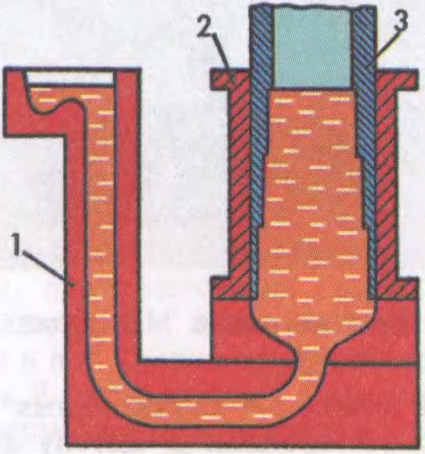
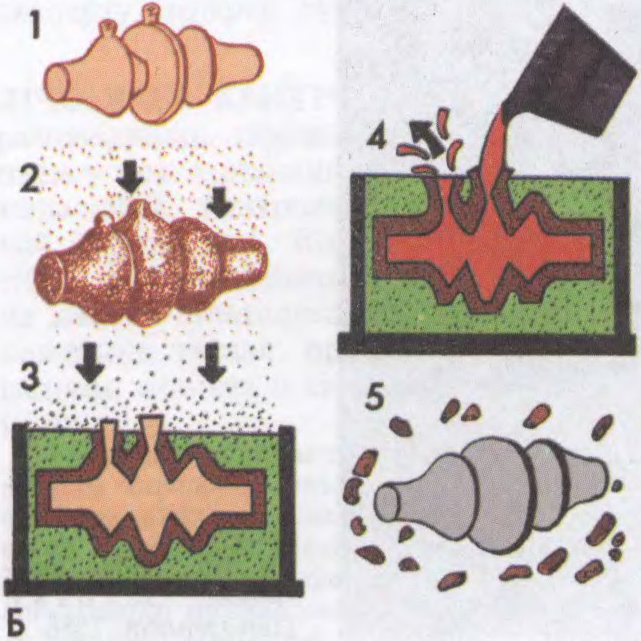
Схема ліцця бесперапынным намарожваннем: 1 — літніковая сістэма; 2 — водаахаладжальны крышталізатар; 3 — гатовая адліўка, якая няспынна выцягваецца з астываючага і цвярдзеючага металу.Да арт.Ліццё. А — ліццё ў какіль: 1 — какіль; 2 — стрыжань; 3 — метал; 4 — адліўка. Б — дакладнае ліццё па выплаўляльных мадэлях: 1 — васковая мадэль; 2 — нанясенне на мадэль слоя керамічнага парашку; 3 — зафармоўванне мадэлі ў апоку; 4 — заліўка металу, які расплаўляе воск і займае яго месца; 5 — ачыстка гатовай адліўкі.