ІСАЕ́ВІЧ (Галіна Анатолеўна) (
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ІСАЕ́ВІЧ (Галіна Анатолеўна) (
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
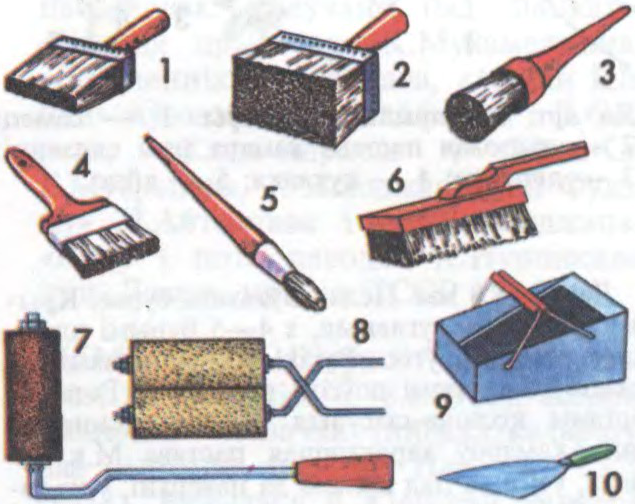
МАЛЯ́РНЫЯ РАБО́ТЫ,
пакрыццё паверхняў будынкаў, збудаванняў і
Ачыстку паверхні робяць пескаструменнымі апаратамі,
І.І.Леановіч.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
МЕЛ,
асадкавая горная парода, мяккі белы вапняк, складзены пераважна з карбанатных (CaCO3 90—98%)
В.С.Акімец.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ПО́ЛАЦКІ ЗАВО́Д СЕЛЬГАСАБСТАЛЯВА́ННЯ.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ПОЛІАМІ́ДНЫЯ ВАЛО́КНЫ,
сінтэтычныя валокны, атрыманыя фармаваннем з расплаваў ці раствораў поліамідаў. Каля 98% ад агульнай вытв-сці П.в. складаюць валокны з аліфатычных поліамідаў, пераважна полікапрааміду (
Характарызуюцца высокімі трываласцю, эластычнасцю, устойлівасцю да сцірання, шматразовага выгінання і многіх
М.Р.Пракапчук.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
БА́ДЭН-ВЮ́РТЭМБЕРГ (Baden Wurttemberg),
зямля (
Спроба аб’яднаць у 1918—19 землі Бадэн, Вюртэмберг і прускую

Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
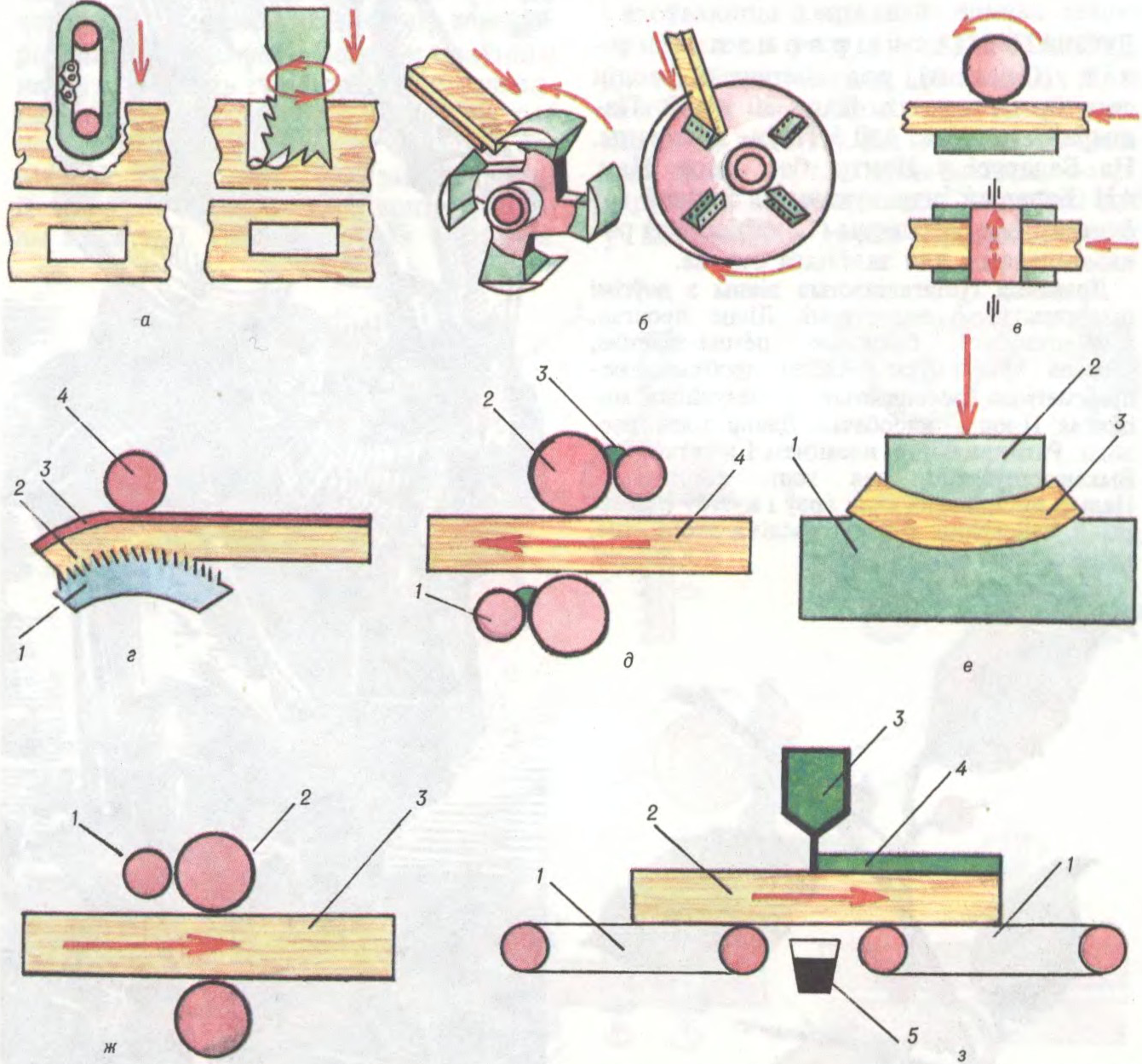
ДРЭВААПРАЦО́ЎЧЫЯ МАШЫ́НЫ,
машыны і абсталяванне, якія выконваюць розныя
На гнутарных станках загатоўкам надаюць пэўную форму без парушэння сувязей паміж часцінкамі драўніны (выгінаннем па шаблоне, з прапарваннем і праварваннем, з наступнай сушкай у замацаваным становішчы).
Літ.:
Амалицкий В.В., Санев В.И. Оборудование и инструмент деревообрабатывающих предприятий.
А.А.Барташэвіч.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ІНСТЫТУ́Т НАДЗЕ́ЙНАСЦІ МАШЫ́Н
Асн. кірункі
А.В.Бераснеў, У.Л.Басінюк.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
НАФТАХІМІ́ЧНАЯ ПРАМЫСЛО́ВАСЦЬ,
галіна прам-сці па вытв-сці
Да 1-й
На Беларусі Н.п. пачала развівацца ў пасляваен.
Я.І.Шчарбіна.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
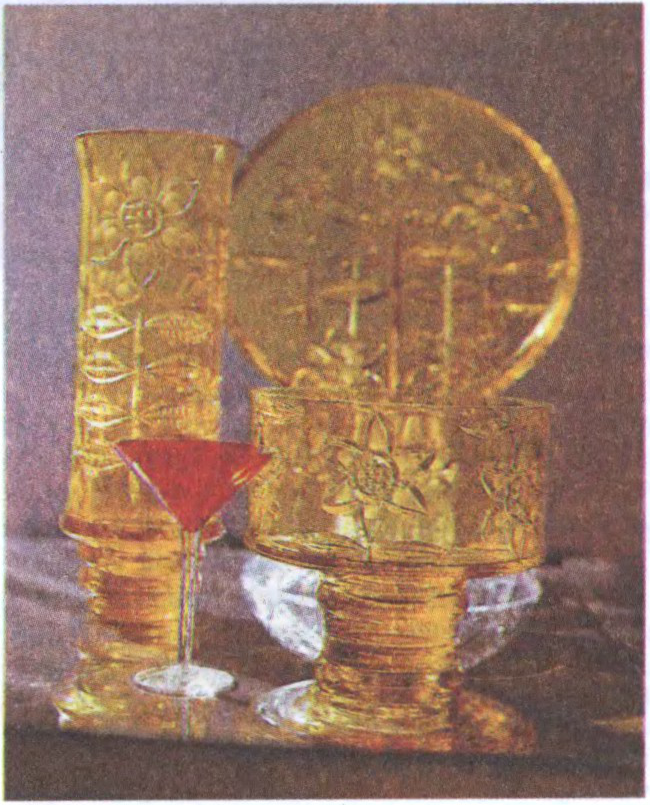
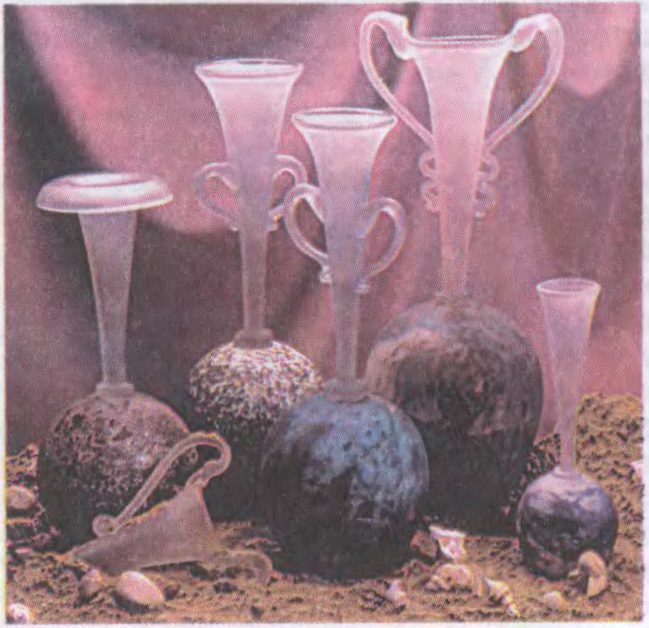
НЁМАНСКАЕ ШКЛО
вырабы са шкла (посуд, вазы, скульптура, творы
Літ.:
Беларускае мастацкае шкло: [Альбом].
Яніцкая М.М. Беларускае мастацкае шкло, XIX — пачатак XX
М.М.Яніцкая.


Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)