сістэма, у якой узбуджаюцца ваганні (мех., эл.-магн. і інш.). 1) Вібратар у тэхніцы — прыстасаванне для атрымання мех. ваганняў. Выкарыстоўваецца самастойна або як. рабочы орган вібрацыйных машын і абсталявання (гл.Вібрацыйная тэхніка).
2) Вібратар у радыётэхніцы — адрэзак метал. проваду, токаправодны або дыэлектрычны стрыжань, які з’яўляецца ўзбуджальнікам (крыніцай) эл.-магн. ваганняў. Выкарыстоўваецца як самая простая антэна або як элемент складаных антэн.
3) Вібратар у вымяральнай тэхніцы — рухомая частка вымяральных прылад вібрацыйнага тыпу, напр., частатамераў.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ГНУ́ТКІ ВАЛ,
вал, які мае малую жорсткасць на выгін і вялікую на кручэнне. Бываюць драцяныя (найб. пашыраны) і шарнірныя. Драцяныя складаюцца з уласна вала, звітага з некалькіх слаёў дроту і змешчанага ў ахоўную абалонку (браню), і наканечнікаў для далучэння да прывода і рабочага органа. Выкарыстоўваюцца ў ручных механізаваных інструментах і прыладах (напр., у бормашынах). Шарнірныя складаюцца з шарнірна-злучаных кароткіх звёнаў, змешчаных у абалонку. Выкарыстоўваюцца ў многакарпусных паравых турбінах, некаторых станках і інш.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ЗАКЛЁПАЧНАЕ ЗЛУЧЭ́ННЕ,
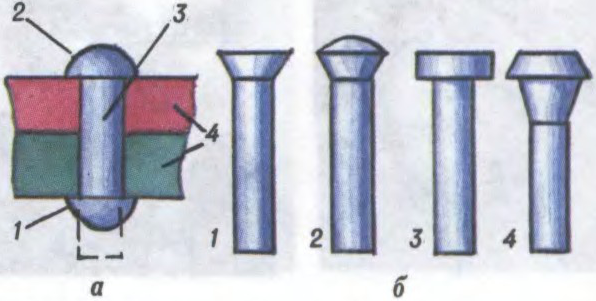
нераздымнае злучэнне дэталей з дапамогай заклёпак (метал. стрыжняў з закладнымі галоўкамі). Робіцца ўнахлёстку, устык з адной або двума накладкамі. Выкарыстоўваецца ў канструкцыях, якія працуюць ва ўмовах ударных і вібрацыйных нагрузак, для змацавання дэталей, якія не зварваюцца або не дапускаюць награвання, і інш. З.з. выцясняюцца больш эканамічнымі зварнымі і клеявымі злучэннямі.
Заклёпачнае злучэнне: а — схема злучэння (1, 2 — замыкальная і закладная галоўкі; 3 — стрыжань заклёпкі, 4 — дэталі, якія злучаюцца); б — пашыраныя тыпы заклёпак (1—3 — з патайной, паўпатайной, плоскай галоўкамі; 4 — канічная з падгалоўкам).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ВЕРАЦЯНО́,
1) прылада для ручнога прадзення лёну, воўны, пянькі. У стараж. часы верацяном служыла драўляная крыху завостраная палачка, пазней — конусападобная даўж. 20—30 см з завостраным верхам і патоўшчаным нізам, на які для павелічэння вагі надзявалі прасліца.
2) Вярчальны стрыжань, на які надзяваюцца патрон, шпуля, катушка і інш.; асн. рабочы орган роўнічных, прадзільных, прадзільна-круцільных і круцільных машын. Прызначана для скручвання роўніцы, пражы, нітак і ўтварэння пакоўкі пэўнай формы і памераў. Бываюць кальцавыя, круцільныя, полыя і рагульчатыя.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
КАМЕРТО́Н (ням. Kammerton ад Kammer пакой + тон),
інструмент для фіксацыі і ўзнаўлення стандартнай вышыні муз. тонаў. Эталон вышыні гуку пры настройцы муз. інструментаў, у хоры і інш. Прасцейшы К. — U-падобна выгнуты замацаваны пасярэдзіне метал.стрыжань, канцы якога могуць свабодна вагацца. Звычайна выкарыстоўваюць К. ў тоне а1 (ля 1-й актавы; часам і ў тоне с2). Частата гэтага гуку мянялася ў розныя перыяды гісторыі музыкі. У наш час прынята настройка К. з частатой 440 герц. Выкарыстоўваюць таксама язычковыя і электронныя К. Для вызначэння вышыні розных тонаў служаць наборы К. і К., у якіх частата рэгулюецца.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
БАКТЭРЫЯФА́ГІ [ад бактэрыі +...фаг(і)],
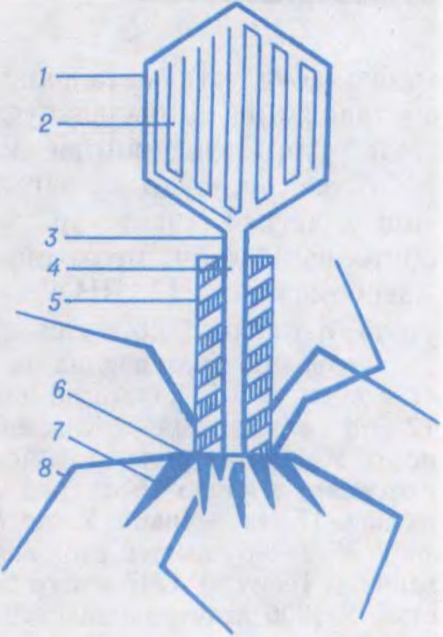
фагі, вірусы бактэрый, здольныя пашкоджваць бактэрыяльную клетку, размнажацца ў ёй і выклікаць яе разбурэнне (лізіс). Пашыраны ў глебе, раслінных і жывёльных арганізмах. Вылучаюць бактэрыяфагі ўмераныя (не парушаюць жыццядзейнасці пашкоджанай клеткі) і вірулентныя (выклікаюць гібель клеткі). Упершыню апісаны ў 1915. Класічны аб’ект даследаванняў у малекулярнай генетыцы. Выкарыстоўваюць для фагапрафілактыкі і фагатэрапіі інфекцыйных хвароб.
Складаюцца з бялковай абалонкі (капсіда) і ўнутранага змесціва — нуклеінавай кіслаты (ДНК або РНК). Маюць форму сперматазоіда або ніткападобную ці шматгранную. Да вызначанай клеткі прымацоўваюцца з дапамогай хваставых нітак-адросткаў.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ІНДУКЦЫ́ЙНАЯ ШПУ́ЛЯ,
прылада для пераўтварэння пастаяннага (або пераменнага) току нізкага напружання ў пераменны ток высокага напружання. Першая канструкцыя І.ш. зроблена ням. вучоным Г.Румкарфам у 1852.
Мае першасную абмотку з некалькіх дзесяткаў (ці соцень) віткоў тоўстага дроту і другасную абмотку з некалькіх дзесяткаў тысяч віткоў тонкага дроту. Абедзве абмоткі насаджаныя на агульны ферамагн. стрыжань, зроблены з тонкіх эл. ізаляваных адзін ад аднаго лістоў або пруткоў. Першасная абмотка далучаецца да крыніцы сілкавання праз перарывальнік, які перыядычна замыкае і размыкае эл. ланцуг. З прычыны эл.-магн.індукцыі ў другаснай абмотцы ўзнікае эрс высокага напружання. Выкарыстоўваецца ў сістэмах батарэйнага запальвання, а таксама ў навуч. мэтах.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ГАЛЬВАНІ́ЧНЫ ЭЛЕМЕ́НТ,
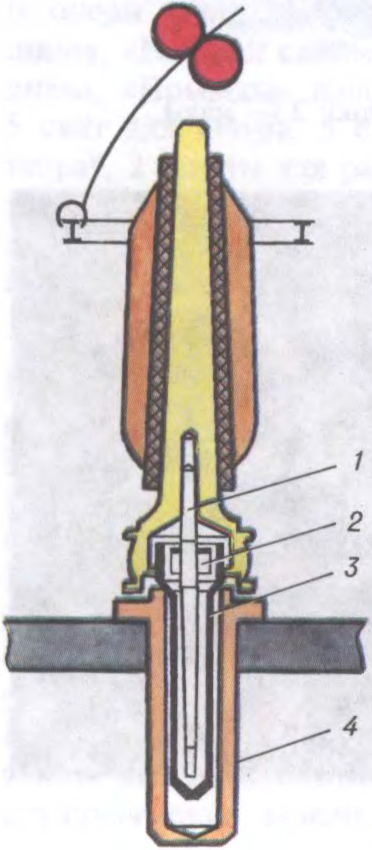
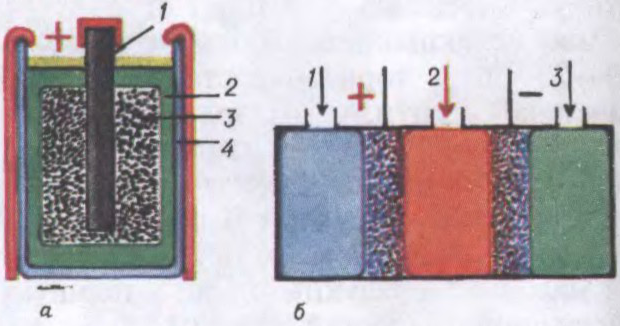
крыніца электрычнага току, у якой хім. энергія пераўтвараецца ў электрычную. Складаецца з 2 электродаў: катод (мае акісляльнік) і анод (аднаўляльнік), якія кантактуюць з іонаправодным рэчывам (электралітам). Паміж электродамі ўсталёўваецца рознасць патэнцыялаў (электрарухальная сіла), якая вызначаецца свабоднай энергіяй акісляльна-аднаўляльнай рэакцыі. Бываюць аднаразовага выкарыстання (першасныя гальванічныя элементы), шматразовага дзеяння (другасныя, або абарачальныя, гальванічныя элементы; гл.Электрычны акумулятар) і гальванічныя элементы, якія могуць бесперапынна працаваць за кошт пастаяннага падводу да электродаў рэагентаў і адводу прадуктаў рэакцыі (паліўныя элементы).
Гальванічныя элементы: а — «сухі» (1 — вугальны стрыжань з кантактавым каўпачком, 2 — пастападобны электраліт, 3 — актываваны вугаль, 4 — цынкавы корпус у кардоннай упакоўцы); б — паліўны вадародна-кіслародны (1 — кісларод, 2 — электраліт, 3 — вадарод).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
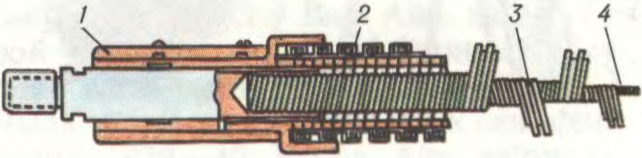
АКСІЯ́ЛЬНА-ПО́РШНЕВАЯ ПО́МПА,
помпа ротарнага тыпу з вярчальным рухам ротара і зваротна-паступальным рухам поршняў (звычайна 7—9). Прызначана для нагнятання мінер. масла ў гідрасістэмы станкоў, транспартна-цягавых машын і абсталявання. Можа выкарыстоўвацца як гідраўлічны рухавік.
Пры вярчэнні ротара галоўкі поршняў слізгаюць па апорнай шайбе (пліце) і рухаюцца адносна ротара ўздоўж яго восі. Велічыня падачы масла вызначаецца рухам поршняў. Масла ўсмоктваецца і нагнятаецца праз размеркавальны дыск, злучаны каналамі з масляным бакам. Прадукцыйнасць да 800 л/мін, ціск да 30 МПа, аб’ёмны ккдз да 0,96.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
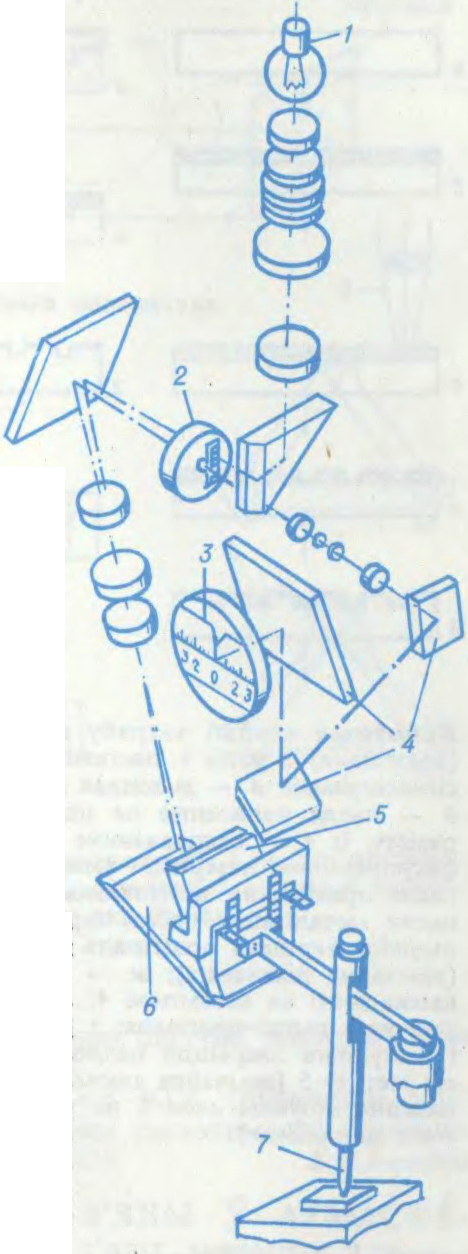
АПТЫМЕ́ТР (ад грэч. optos бачны + ...метр),
оптыка-механічная прылада для найб. дакладных вымярэнняў лінейных памераў дэталяў. З дапамогай аптыметра вызначаюць памер у межах шкалы (абс. метады вымярэння) ці параўноўваюць лінейны памер з канцавой мерай даўжыні або з эталонам (адносны метад). Пераўтваральны элемент аптыметра — рычажна-аптычнае прыстасаванне: рычажная перадача — рухомае люстэрка і пераўтваральнік — аўтакаліматар. Бываюць верт. і гарызантальныя; з акулярам або з праекцыйным экранам. Цана дзялення да 0,2 мкм, межы вымярэнняў да 500 мм. Аптыметр забяспечваецца зменнымі прыстасаваннямі для вымярэнняў сярэдняга дыяметра разьбы, даўжыняў канцавых мер, спец. галоўкай для вымярэнняў адтулін дыяметрам ад 1 да 13,5 мм, праекц. насадкай для акулярных трубак і інш.