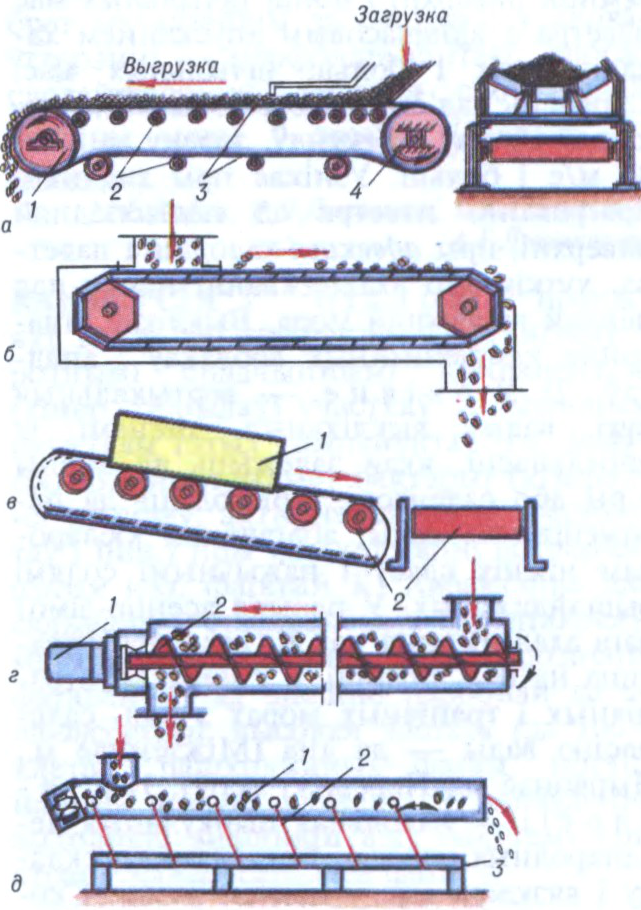
КАНВЕ́ЕР (
Паводле грузанясучага элемента К. падзяляюцца на стужачныя (з гумавай або стальной стужкай, якая рухаецца са скорасцю да 8
І.І.Леановіч.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
КАНВЕ́ЕР (
Паводле грузанясучага элемента К. падзяляюцца на стужачныя (з гумавай або стальной стужкай, якая рухаецца са скорасцю да 8
І.І.Леановіч.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
падці́снуць, ‑ну, ‑неш, ‑не;
1.
2.
3.
•••
Тлумачальны слоўнік беларускай мовы (1977-84, правапіс да 2008 г.)
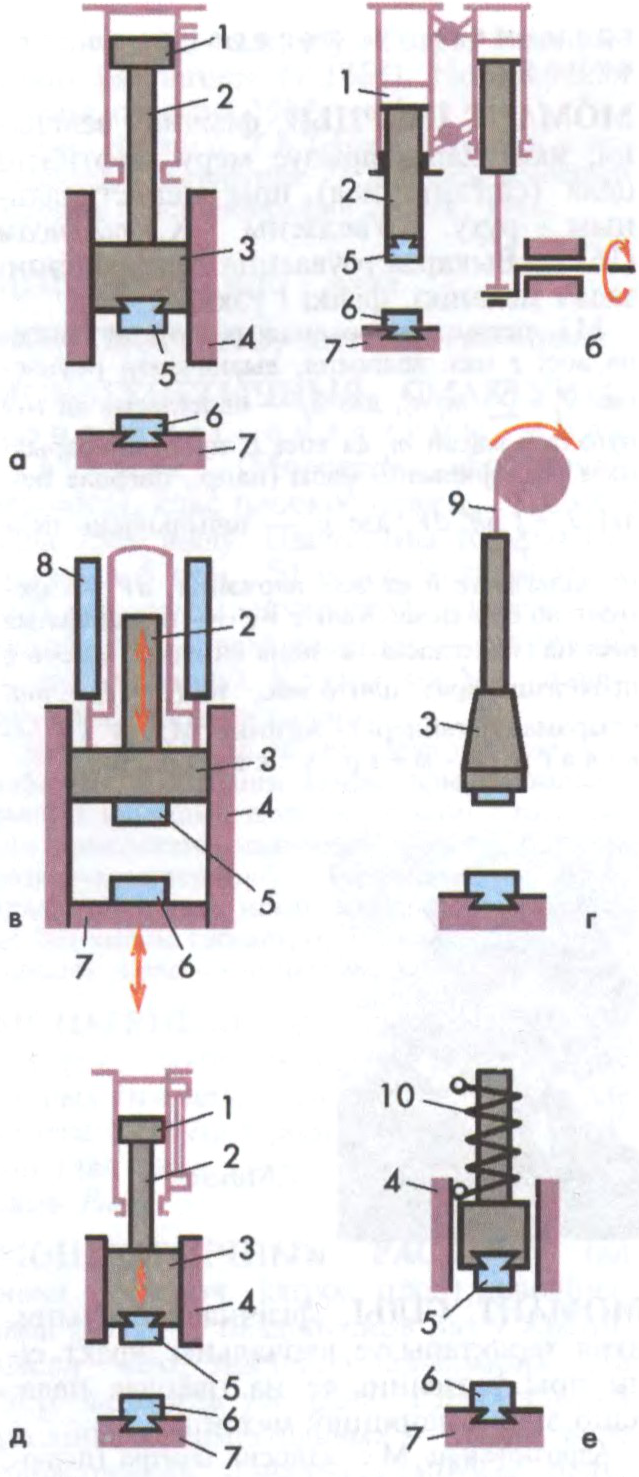
МО́ЛАТ,
1) машына ўдарнага дзеяння для апрацоўкі
Рычажныя М. з ручным прыводам вядомыя з 13—14
2)
3) Ручны інструмент для коўкі металаў. Малыя М.
У.М.Сацута.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
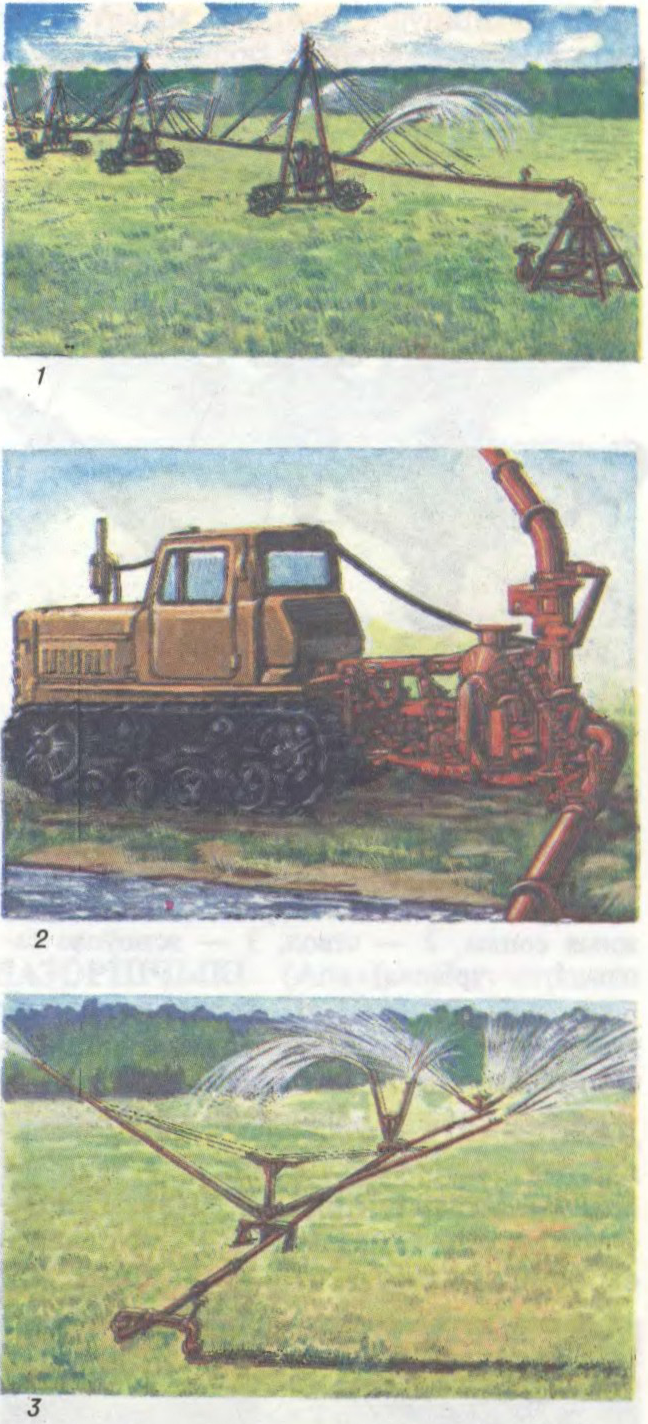
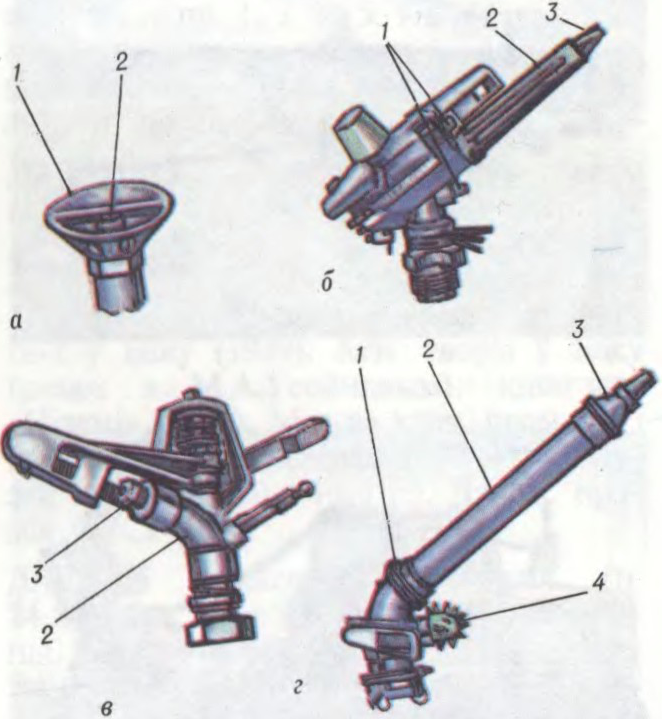
ДАЖДЖАВА́ЛЬНЬІЯ МАШЫ́НЫ І ЎСТАНО́ЎКІ.
Прызначаны для палівання дажджаваннем
Дажджавальныя машыны маюць аўтаномны рухавік або
Літ.:
Сапунков А.П. Применение дождевальной техники
А.Я.Вакар.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
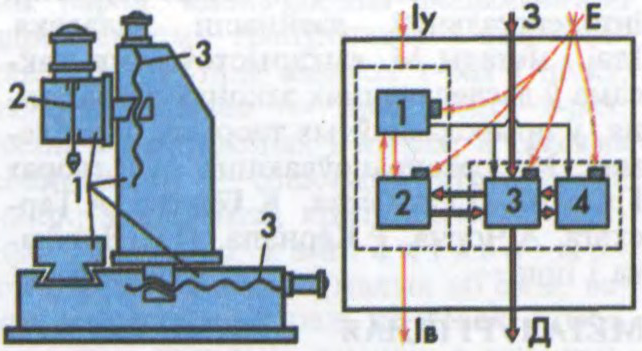
МЕТАЛАРЭ́ЗНЫ СТАНО́К,
машына для размернай апрацоўкі рэзаннем (у
У залежнасці ад мэтавага прызначэння, выканання адпаведных
На Беларусі розныя тыпы М.с. выпускаюць прадпрыемствы станкабудаўнічай і інструментальнай прамысловасці. Пра развіццё вытв-сці М.с. на Беларусі
Літ.:
Чернов Н.Н. Металлорежущие станки. 4 изд.
Кочергин АИ., Конструирование и расчет металлорежущих станков и станочных комплексов.
Станочное оборудование автоматизированного производства.
Проектирование металлорежущих станков и станочных систем: В 3
А.І.Качаргін.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
gear
1)
2) зубча́(с)тая перада́ча,
3) апара́т -а
4) рухо́мая маёмасьць
5) во́пратка
6) збру́я, ву́праж
7)
1) забясьпе́чваць прыво́дам
2) пуска́ць у рух
3) падпара́дкаваць
3.1) спра́ўна працава́ць (пра ча́сткі машы́ны)
2) рыхтава́цца, плянава́ць
•
- in gear
- out of gear
- shift gears
- in high gear
Ангельска-беларускі слоўнік (В. Пашкевіч, 2006, класічны правапіс)
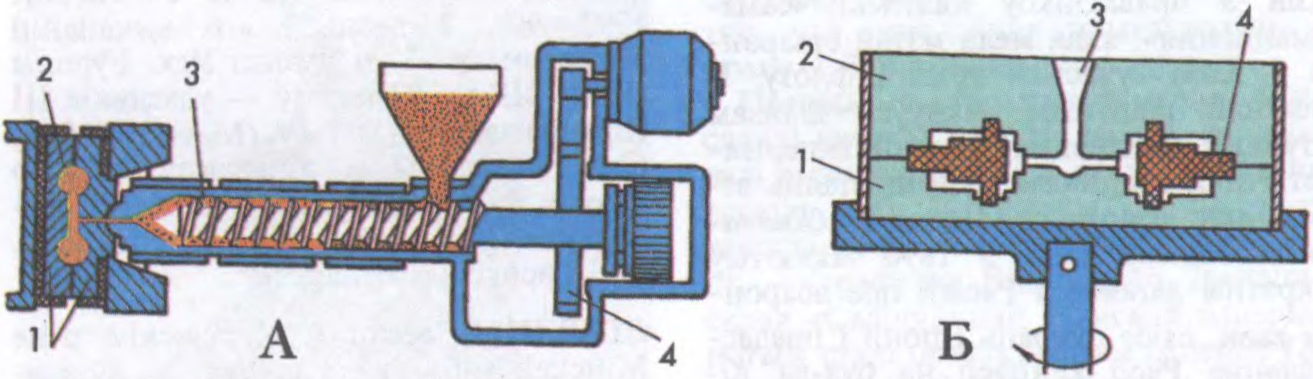
ЛІЦЕ́ЙНАЯ ВЫТВО́РЧАСЦЬ,
выраб літых загатовак або дэталей (фасонных адлівак) спосабам запаўнення расплаўленым металам (сплавам) ліцейных форм; адна з
Ліцейныя стрыжні і формы робяць на стрыжнёвых і фармовачных машынах, на паточных або
Вытв-сць літых вырабаў вядома з глыбокай старажытнасці. Прадметы
На Беларусі
Д.М.Кукуй, У.М.Сацута.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
pas
I1. пояс; рэмень;
2. рэмень;
3.
4. талія; пояс;
5. паласа; палоса; палоска, пас;
пас
III[
Польска-беларускі слоўнік (Я. Волкава, В. Авілава, 2004, правапіс да 2008 г.)