спосаб злучэння металаў у асяроддзі ахоўных газаў; від дугавой зваркі. Газы падаюцца гарэлкай зварачнай або напаўняюць камеру з вырабамі. Яны засцерагаюць метал ад шкоднага ўплыву атм. паветра, паляпшаюць якасць зварнога шва, павышаюць устойлівасць гарэння дугі. Газаэлектрычная зварка бывае ручная, паўаўтаматычная і аўтаматычная. Выкарыстоўваецца для злучэння дэталей малой і сярэдняй таўшчыні.
Газаэлектрычная зварка ў вуглякіслым газе (найб. пашырана) зварваюць сталь розных марак, у інертных газах — большасць каляровых металаў і нержавейных сталей. З інертных газаў найчасцей выкарыстоўваюць аргон (аргонадугавая зварка), радзей — гелій. Зварка робіцца электродамі, якія плавяцца (напр., стальныя, алюмініевыя) або не плавяцца (вальфрамавыя, вугальныя і інш.). Разнавіднасць газаэлектрычнай зваркі — плазмавая зварка.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ГІ́ТГАРЦ (Міхаіл Ільіч) (н. 14.12.1927, г. Таржок Цвярской вобл., Расія),
бел. фізік. Д-р фізіка-матэм. н. (1980), праф. (1989). Чл. Нью-Йоркскай АН (1995). Сын І.А.Гітгарца. Скончыў Куйбышаўскі авіяц.ін-т (1951). З 1961 у Ін-це надзейнасці машын АН Беларусі. Навук. працы па рэнтгенаструктурным аналізе, па вывучэнні тонкай крышталічнай будовы, механізмаў і кінетыкі фазавых ператварэнняў, умацаванні і разумацаванні дысперсійна-цвярдзеючых сплаваў і сталей.
Тв.:
Тонкая структура дифракционных линий рентгенограмм стареющих сплавов с упругим выделением дисперсной фазы // Металлофизика. 1974. Вып. 51;
К теории рассеяния рентгеновских лучей на выделениях в кристаллах с упругими межфазовыми деформациями // Физика металлов и металловедение. 1991. № 6.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ЗАГАТО́ВАЧНЫ СТАН,
адзін з відаў пракатных станаў, на якім блюмы або зліткі пракатваюць у загатоўкі, што потым апрацоўваюцца на сартавых, трубапракатных і інш. спецыялізаваных станах. Адрозніваюць З.с. неперарыўныя, лінейныя і з паслядоўным размяшчэннем клецей; загатовачныя сартавыя і трубазагатовачныя.
Найб. пашыраны неперарыўныя З.с., якія ўстанаўліваюцца непасрэдна за блюмінгамі. На іх метал абціскаецца пачаргова ў клецях з верт. і гарыз. валкамі, атрымліваюць квадратныя, часам плоскія і круглыя загатоўкі. Станы аўтаматызаваны, кіруюцца з дапамогай ЭВМ, маюць прадукцыйнасць да 5 млн. т. загатовак за год. Лінейныя З.с. выкарыстоўваюцца пераважна для пракаткі загатовак з высакаякасных сталей, станы з паслядоўным размяшчэннем клецей — для пракаткі круглых трубных загатовак.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
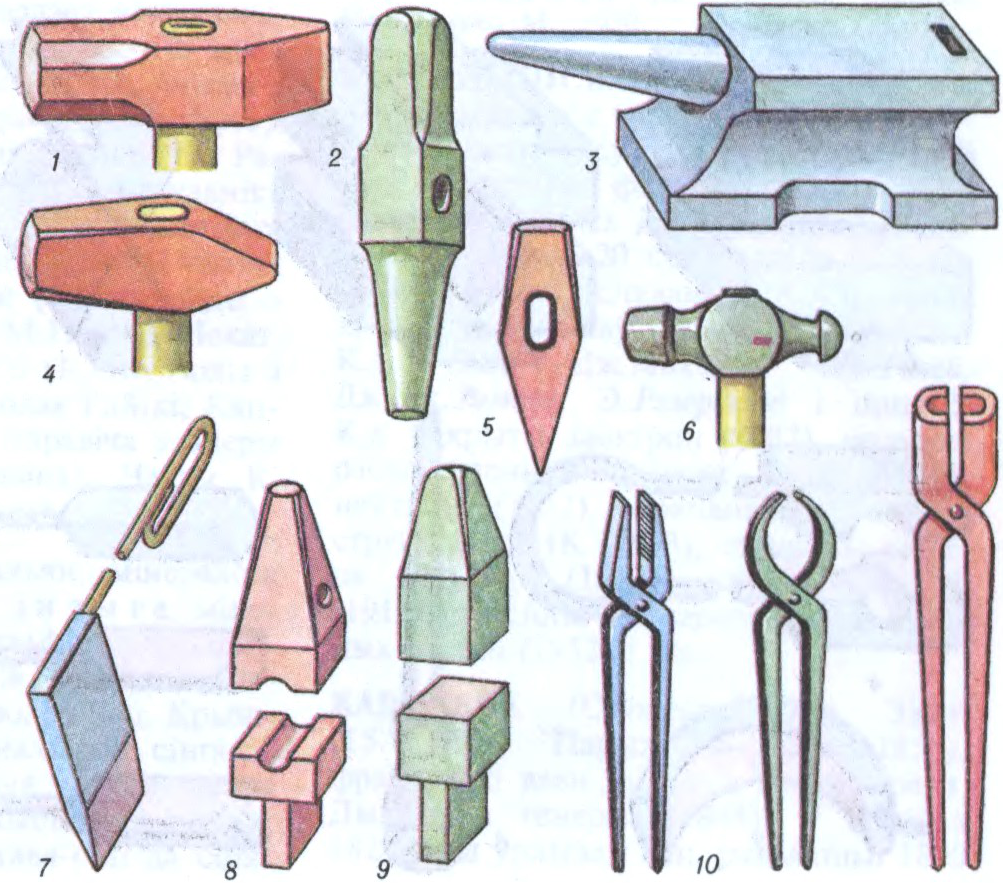
КАВА́ЛЬСКІ ІНСТРУМЕ́НТ,
інструмент для ручной і машыннай коўкі — для дэфармавання, перамяшчэння, захопу, падтрымлівання і вымярэння загатовак.
Адрозніваюць К.і. асноўны, падтрымны і вымяральны. Асн. інструмент: для ручной коўкі — кавадлы, кувалды, малаткі, ручныя молаты, барадкі (для прабіўкі адтулін), зубілы, абціскачкі і падбойнікі (для аддзелкі паковак); машынны — байкі (плоскія, фасонныя, закругленыя, камбінаваныя), пліты, прошыўні (для прабіўкі адтулін) і інш. Падтрымны для ручной коўкі — клешчы, стойкі, для машыннай — патроны. Вымяральны К.і. — кронцыркулі, нутрамеры, лінейкі і інш. Робяць К.і. з нізкалегіраваных канструкцыйных і высокавугляродзістых інструментальных сталей з выкарыстаннем тэрмічнай апрацоўкі.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ЛЕГІ́РАВАННЕ (ням. legieren сплаўляць ад лац. ligare звязваць, злучаць),
увядзенне ў метал. сплавы спец. элементаў-дамешкаў для надання ім патрэбных фіз., хім., мех. і тэхнал. уласцівасцей.
Легіруюць звычайна расплаўленыя сплавы, часам — цвёрдыя (т.зв. паверхневае Л. — дыфузійная металізацыя, напр., алітаванне, азатаванне, берылізацыя, цэментацыя). У якасці легіруючых элементаў пры Л. жалезавугляродзістых сплаваў (сталей, чыгуну) выкарыстоўваюць хром, нікель, малібдэн, марганец, крэмній, вальфрам, ванадый, тытан і інш.; пры Л. каляровых металаў і сплаваў — цынк, алюміній, крэмній, медзь, марганец, магній і інш. Легіруючыя элементы могуць утвараць з асн. металам (сплавам) эўтэктыкі, цвёрдыя растворы, хім. злучэнні (карбіды, аксіды, нітрыды), якія надаюць сплаву новыя ўласцівасці. На аснове Л. створаны легіраваная сталь, легіраваны чыгун, бронза, дуралюмін, сілумін і інш.Л.наз. таксама дазіраванае ўвядзенне пабочных атамаў, дамешак, структурных дэфектаў унутр цвёрдага цела (пераважна паўправаднікоў) бамбардзіроўкай іх паверхні іонамі (іоннае Л.) для змены эл. уласцівасцей. Л. вядома са старажытнасці (пра гэта сведчаць знойдзеныя ўзоры халоднай зброі). У Расіі з 1830-х г.прамысл. доследы Л. праводзіў П.П.Аносаў. Ён распрацаваў тэорыю і тэхналогію выплаўкі легіраванай сталі.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
НЕРАЗБУРА́ЛЬНЫ КАНТРО́ЛЬ,
кантроль якасці матэрыялаў, паўфабрыкатаў, вырабаў без іх разбурэння. Засн. на залежнасці паміж уласцівасцямі прадукцыі. што кантралююцца, і якімі-небудзь фіз. параметрамі, якія можна вымераць без пашкоджання вырабу. Адрозніваюць метады Н.к.: акустычныя, магн., аптычныя, радыяцыйныя, радыёхвалевыя, цеплавыя, эл., віхратокавыя і пранікальных рэчываў.
Сродкі Н.к. выконваюцца ў выглядзе аўтаномных прылад, апаратаў, аўтам. ліній, сістэм кіравання тэхнал. працэсамі па адзнаках якасці. Метадамі Н.к. знаходзяць адкрытыя і скрытыя дэфекты тыпу парушэння суцэльнасці (дэфектаскапія), кантралююць геам. характарыстыкі (таўшчыню вырабу, пакрыцця і г.д.), вымяраюць мех. характарыстыкі (цвёрдасць, трываласць, якасць умацавальных слаёў), вызначаюць структуру рэчываў (зярністасць, наяўнасць ферытнай фазы ў сплавах) і інш. Развіццё Н.к. пачалося пасля адкрыцця рэнтгенаўскага выпрамянення (1895). У СССР метады Н.к. пачалі інтэнсіўна развівацца з 1920-х г. Ультрагукавы метад Н.к. дэфектаў (ультрагукавая дэфектаскапія) упершыню прапанавана ў 1928 (С.Я.Сакалоў). Значны ўклад у распрацоўку метадаў Н.к. зрабілі рас. вучоныя У.У.Клюеў. Р.І.Янус, М.М.Міхееў. І.М.Ярмолаў, В.Я.Шчарбінін. В.Г.Герасімаў, У.Ф.Мужыцкі, В.В.Сухарукаў і інш.
На Беларусі развіццё Н.к. звязана з працамі М.С.Акулава, які ў 1963 заснаваў Аддзел фізікі неразбуральнага кантролю (з 1980 Ін-т прыкладной фізікі). Далейшае развіццё Н.к. атрымаў у працах М.М.Зацэпіна. які сфарміраваў навук. кірунак ін-та і распрацаваў тэарэт. асновы эл.-магн. кантролю. Закладзены тэарэт. асновы Н.к. пранікальнымі вадкасцямі (П.П.Прахарэнка, М.П.Мігун). Распрацаваны ці атрымалі далейшае развіццё: магн. таўшчыняметрыя, метад тэрма-эрс (А.А.Лухвіч), кантактна-дынамічны метад кантролю цвёрдасці і інш.мех. уласцівасцей (В.А.Рудніцкі), радыёхвалевыя метады (І.С.Кавалёў), імпульсны метад магн. кантролю мех. уласцівасцей сталей (М.А.Мяльгуй), магн. кантроль ліставога пракату, што рухаецца ў вытв. патоку (У.Ф.Мацюк), выкарыстанне магн. вадкасцей (А.Р.Баеў), кантроль магн. страт і індукцыі ў электратэхн. сталі і вырабах з яе (І.І.Бранавіцкі), ультрагукавы кантроль (Г.Я.Канавалаў), магніташумавая структураскапія (В.Л.Венгрыновіч), магн. кантроль малагабарытных вырабаў у вытв. патоку (С.Р.Сандамірскі), тэорыя дынамічных сістэм з выпадковымі зменамі структуры, кантроль узроўню вадкіх і сыпкіх прадуктаў у рэзервуарах (В.М.Арцём’еў) і інш. Метады і сродкі Н.к. распрацоўваюцца таксама ў БДУ, БПА, Мінскім навукова-прамысл. ін-це «Падшыпнік», Магілёўскім машынабуд. ін-це і інш.
Літ.:
Зацепин Н.Н. Неразрушающий контроль: (Избр. вопр. теории поля). Мн., 1979;
Мельгуй М.А. Магнитный контроль механических свойств сталей. Мн., 1980;
Prokhorenko P., Migoun N., Stadthaus M. Theoretical principies of liquid penetrant testing. Berlin, 1999;
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
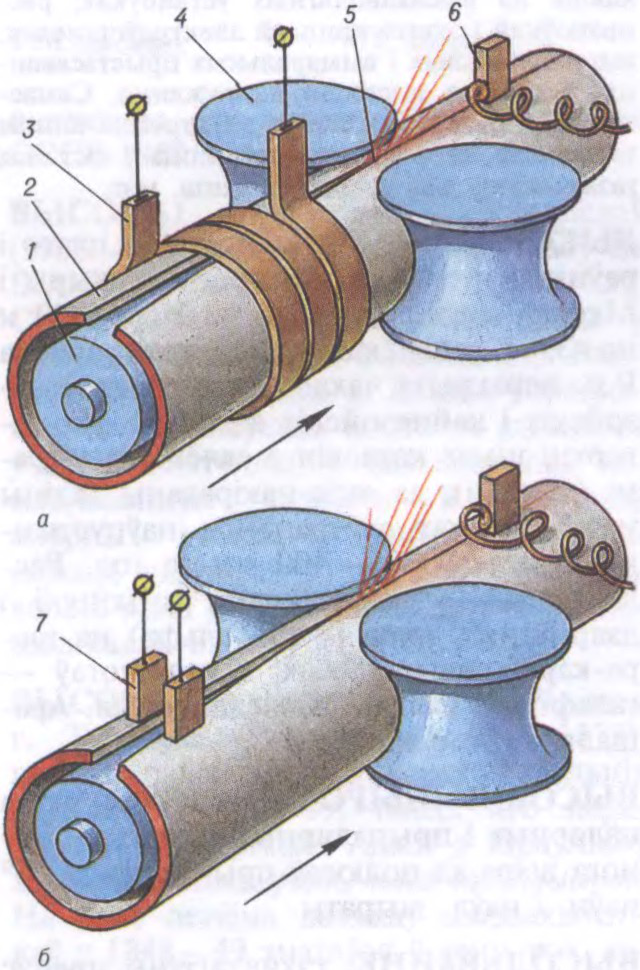
ВЫСОКАЧАСТО́ТНАЯ ЗВА́РКА,
зварка з награваннем металаў або пластмас токамі высокай частаты. Адрозніваюць высокачастотную зварку металаў ціскам і плаўленнем, бесперапынна паслядоўную (зварным швом) і адначасовую, з індукцыйным або кантактным (найб. пашырана) падводам току.
Пры зварцы швом створанае токам высокачастотнае магнітнае поле пранікае ў прамежак паміж краямі вырабаў, якія аплаўляюцца і сціскаюцца. Скорасць зваркі да 1 м/с і болей, рабочыя частоты 0,01, 0,44 і 1,76 МГц. Гэтым спосабам зварваюць сплавы жалеза, алюмінію, медзі і інш. (пры вытв-сці труб, кабеляў, бэлек, злучэнні лістоў, стужак і г.д.). Індукцыйная высокачастотная зварка заключаецца ў глыбінным індукцыйным нагрэве тарцоў вырабаў і іх сцісканні. Выкарыстоўваецца для злучэння малавугляродзістых і нізкалегіраваных сталей (пры стыкоўцы труб, дзе захоўваецца ўнутр. сячэнне). Пры высокачастотнай зварцы плаўленнем тарцы загатовак сумесна аплаўляюць спец. індуктарам. Такім спосабам робяць карпусы метал. вырабаў, злучаюць трубы з лістамі. Пры высокачастотнай зварцы пластмас іх награюць у пераменным эл. полі рабочага кандэнсатара (гл.Дыэлектрычны нагрэў), які служыць і зварачным прэсам. Так атрымліваюць вырабы з ліставых і плёначных тэрмапластыкаў.
Высокачастотная зварка трубы з індукцыйным (а) і кантактным (б) падводам току: 1 — магнітаправод; 2 — загатоўка; 3 — індуктар; 4 — валок зварачнай клеці; 5 — месца зваркі; 6 — разец для зняцця выцесненага металу; 7 — зварачны кантакт.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
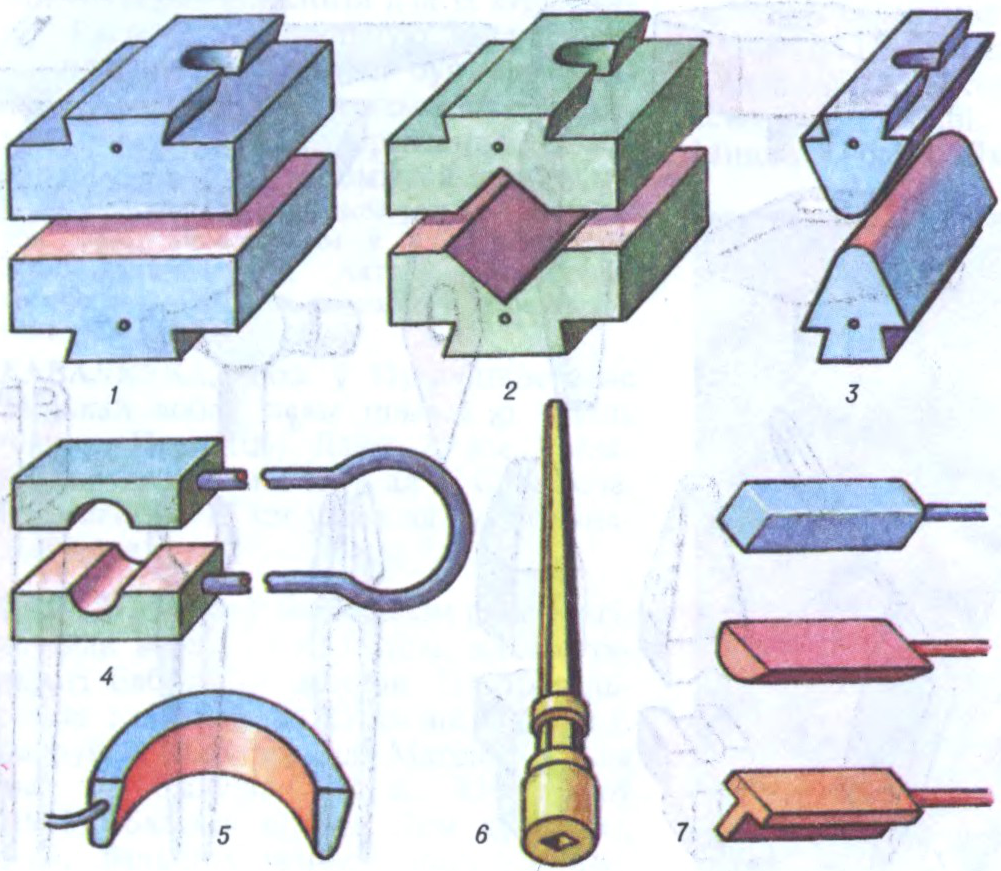
ДРЭВАРЭ́ЗАЛЬНЫ ІНСТРУМЕ́НТ,
інструмент для мех. апрацоўкі натуральнай драўніны і драўняных матэрыялаў рэзаннем. Складаецца з рэзальнай часткі (робіцца са зносаўстойлівых інструментальных сталей, цвёрдых сплаваў, абразіўных матэрыялаў) і мацавальнага прыстасавання (для замацоўвання на дрэварэзальных станках або ўтрымлівання ў руках). Бывае ручны, механізаваны і станочны.
Ручны Д. і. — пілы (лучковыя, двухручныя, нажоўкі), стругі (рубанкі, фуганкі, цыклі), долаты, свердлы, ручныя дрылі, корбы, сякеры, стамескі, штыхелі і інш. З’яўляецца часткай сталярна-цяслярнага інструменту. Механізаваны Д. і. — ручны інструмент з ал., пнеўматычным і інш. прыводам (эл. і бензінавыя ланцуговыя пілы, пнеўма- і электрадрылі, электрарубанкі і інш.). Станочны Д. і. — пілы (у выглядзе палатна, стужкі, дыска, цыліндра, устанаўліваюцца на распіловачных станках); фрэзы (насадныя і канцавыя, суцэльныя, састаўныя і зборныя), нажы стругальныя, лушчыльныя і інш., разцы такарныя (на фрэзерных, стругальных, лушчыльных, рубільных, такарных станках); свердлы, зенкеры, долаты, а таксама цыліндры, дыскі, бясконцыя стужкі з абразіўнай шкуркай, паліравальныя барабаны з абразіўнай пастай (на свідравальных, даўбёжных, шліфавальных і паліравальных станках).
Літ.:
Грубе А.Э. Дереворежущие инструменты. 3 изд. М., 1971;
Амалицкий В.В., Санев В.И. Оборудование и инструмент деревообрабатывающих предприятий. М., 1992.
А.А.Барташэвіч.
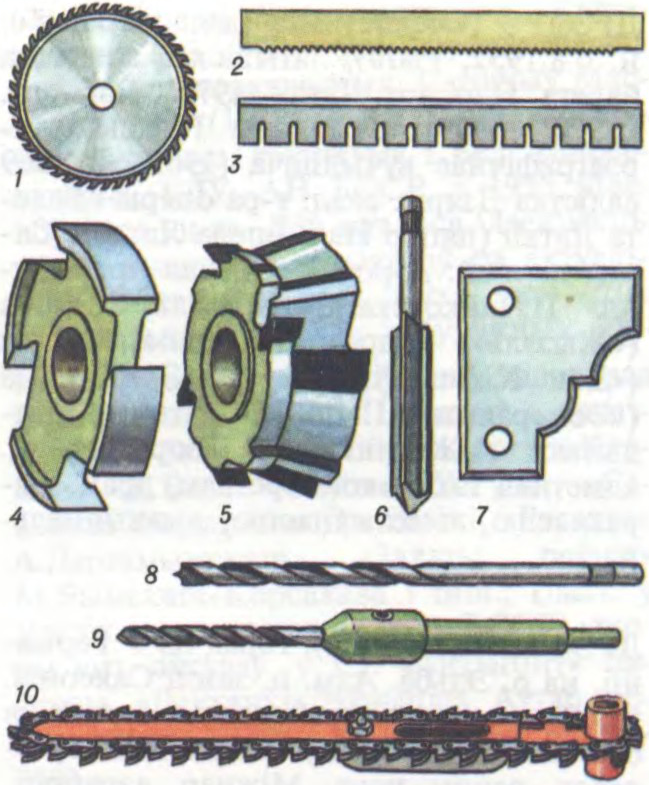
Станочны дрэварэзальны інструмент: 1, 2 — круглая (дыскавая) і паласавая (рамная) пілы; 3 — нож для стругання; 4—6 — цэльная, зборная і канцавая фрэзы; 7 — нож для фасоннага фрэзеравання; 8 — свердзел; 9 — свердзел, скамбінаваны з зенкерам; 10 — ланцуговае долата.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
КАРО́ЗІЯў тэхніцы,
1) К. металаў — разбурэнне металаў у выніку хім., эл.-хім. і біяхім. ўзаемадзеяння са знешнім асяроддзем (паветрам, вадой і інш.). К. жалеза і яго сплаваў наз. таксама ржаўленнем.
Хім. К. абумоўлена адначасовым працяканнем акісляльных і аднаўляльных рэакцый (гл.Акісленне-аднаўленне). Назіраецца пры высокай т-ры, у паветры, расплаўленых металах, нафце, бензіне і інш.Найб. пашыраным электрахім. К. ўзнікае пры ўзаемадзеянні металаў з вадкімі электралітамі. Біяхім. К. выклікаюць бактэрыі і інш. мікраарганізмы. Адрозніваюць таксама К.: пад напружаннем, блукальнымі токамі, радыехімічную, кантактную (пры кантакце двух разнародных металаў), пры кавітацыі, фрэтынг-карозію (крохкае разбурэнне пры адначасовым уздзеянні знешняга асяроддзя, трэння і цыклічных нагрузак); суцэльную (раўнамерную, нераўнамерную) і мясцовую (плямамі, язвамі, кропкамі, міжкрышталітную і інш.). Страты ад К. ў развітых краінах складаюць 5—10% ад нац. даходу. Змяншаюць К. ўвядзеннем у металы інгібітараў, легіраваннем, нанясеннем ахоўных пакрыццяў, выкарыстаннем каразійнаўстойлівых матэрыялаў, у т. л.нержавеючых сталей.
2) К. бетону і жалезабетону — разбурэнне іх у выніку хім., фізіка-хім. і біял. ўзаемадзеяння з агрэсіўным знешнім асяроддзем (пры фільтрацыі водных раствораў праз бетон). Яе змяншаюць выбарам устойлівых цэментаў і запаўняльнікаў, выкарыстаннем бетонаў павышанай шчыльнасці, воданепранікальнасці і ўстойлівасці, унясеннем спец. дабавак, нанясеннем лакафарбавых пакрыццяў, абмазкай арматуры ахоўнымі саставамі і інш.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
МАЛІБДЭ́Н (лац. Molybdaenum),
Mo, хімічны элемент VI групы перыяд. сістэмы, ат. н. 42, ат. м. 95,94. Прыродны М. складаецца з 7 стабільных ізатопаў з масавымі лікамі: 92, 94—98, 100; найб. пашыраны 98Mo (23,75%). У зямной кары — 310−4% па масе (гл.Малібдэнавыя руды). Адкрыты ў 1778 швед. хімікам К.Шэеле; назва ад грэч. molybdos — свінец (з-за падабенства мінералаў М. і свінцу).
Светла-шэры метал, tпл 2623 °C, шчыльн. 10 200 кг/м³. Устойлівы на паветры, пры награванні вышэй за 600 °C хутка акісляецца да трыаксіду MoO3 (бясколерныя з зялёным адценнем крышталі, з воднымі растворамі шчолачаў і аміяку ўтварае малібдаты). Пры пакаёвай т-ры не ўзаемадзейнічае з салянай і сернай к-тамі, раствараецца ў сумесі азотнай і сернай кіслот. Пры награванні ўзаемадзейнічае з галагенамі (акрамя ёду), парай серы (гл.Малібдэну дысульфіду); пры высокіх т-рах (1000—1500 °C) — з азотам, вугляродам, крэмніем (утварае дысіліцыд MoSi2 — цёмна-шэрыя крышталі, устойлівыя на паветры да 1500—1600 °C). Выкарыстоўваюць у асн. для легіравання сталей, а таксама для вытв-сці малібдэнавых сплаваў, як кампанент антыкаразійных сплаваў для хім. машынабудавання, для вырабу дэталей электралямпаў і электравакуумных прылад (напр., анодаў, катодаў, ніцей напальвання).
Літ.:
Зеликман АН. Молибден. М., 1970;
Популярная библиотека химических элементов. Кн. 1—2. 3 изд. М., 1983.