Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ЛА́ЗЕРНАЯ ЗВА́РКА,
зварка плаўленнем, пры якой крыніцай цяпла з’яўляецца сфакусіраванае эл.-магн. выпрамяненне лазера. Вызначаецца бескантактнасцю (зварка праз празрыстае ваконца герметычнай пасудзіны), малым памерам зоны тэрмічнага ўплыву.
Шчыльнасць патоку выпрамянення пры Л.з. 0,1—1 МВт/см², глыбіня праплаўлення 0,05—2 мм, што дазваляе надзейна зварваць дэталі таўшчынёй 0,01—1,5 мм. Найб. пашырана імпульсная Л.з. (стварае кропкавыя злучэнні, прадукцыйнасць да 100 аперацый за мінуту), выкарыстоўваецца таксама неперарыўная (шыўная) зварка (стварае суцэльныя швы, прадукцыйнасць да 1,5—2 м/мін). Л.з. выкарыстоўваецца для злучэння металаў і сплаваў, якія не зварваюцца звычайнымі спосабамі, для зваркі канструкцый у цяжкадаступных месцах, мініяцюрных і лёгкадэфармуемых дэталей (электроннавакуумных і паўправадніковых прылад, інтэгральных схем і інш).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ГА́ЗАВАЯ ЗВА́РКА, аўтагенная зварка,
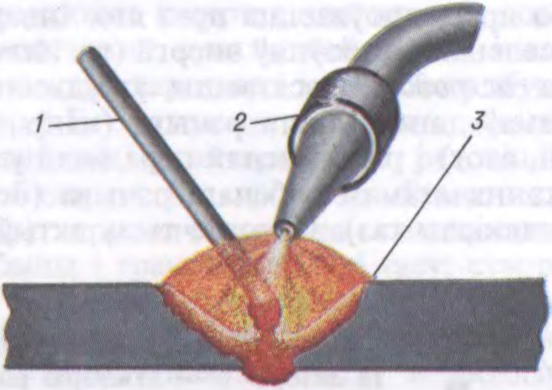
спосаб злучэння металаў мясцовым расплаўленнем іх полымем, якое ўтвараецца пры згаранні сумесі гаручага газу (ацэтылену, вадароду, пароў бензіну і інш.) з кіслародам. Робіцца з дапамогай гарэлкі зварачнай (ручная газавая зварка) ці шматполымных гарэлак вял. магутнасці (машынная газавая зварка). Выкарыстоўваецца для зваркі танкасценных (1—3 мм) вырабаў са сталі, каляровых металаў і сплаваў, чыгуну, наплаўкі слою металу на паверхню вырабаў і інш.
Найб. т-ру (каля 3200 °C) мае ацэтыленава-кіслароднае полымя. Ацэтылен атрымліваюць на месцы работы з карбіду кальцыю ў ацэтыленавых генератарах, кісларод трымаюць у балонах пад ціскам. Віды швоў пры газавай зварцы такія ж, як і пры дугавой зварцы. Ручную газавую зварку выкарыстоўваюць пераважна на рамонтных і мантажных работах, машынную — у стацыянарных умовах для зваркі труб і тонкаліставых канструкцый.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ДУГАВА́Я ЗВА́РКА, электрадугавая зварка,
зварка плаўленнем, пры якой канцы дэталей, што злучаюць, награваюць электрычнай дугой Дугавы разрад запальваецца паміж вырабам і электродам або толькі паміж электродамі. Цяпло дугі плавіць метал вырабу і электрода (пры няплаўкім электродзе — прысадачнага прутка). Ванна вадкага металу, што ўзнікае ў месцы зваркі, пры астыванні моцна злучае вырабы.
Адрозніваюць Д.з.: ручную і аўтаматычную; плаўкім (стальным, алюмініевым, медным і з іх сплаваў) і няплаўкім (вальфрамавым, вугальным, графітавым) электродамі; газаэлектрычную зварку, зварку пад флюсам (які ахоўвае метал ад акіслення і азатавання; робіцца спец. трактарам для Д.з.), пакрытым электродам (з ахоўнай абмазкай), сціснутай дугой (гл.Плазменная зварка). Пры Д.з. выкарыстоўваюць пастаянны ток (ад зварачнага пераўтваральніка) або пераменны (ад зварачнага трансфарматара). Д.з. выкарыстоўваецца пры вытв-сці зварных канструкцый, а таксама для наплаўлення, часам рэзання металаў, злучэння шкла, фарфору, пластмас і інш. Адкрыта ў 1881 М.М.Бенардосам. У 1888 М.Г.Славянаў распрацаваў спосаб Д.з. з металічным плаўкім электродам, пабудаваў першы зварачны генератар пастаяннай а току.
Літ.:
Гл. пры арт.Зварка.
М.М.Кунцэвіч.
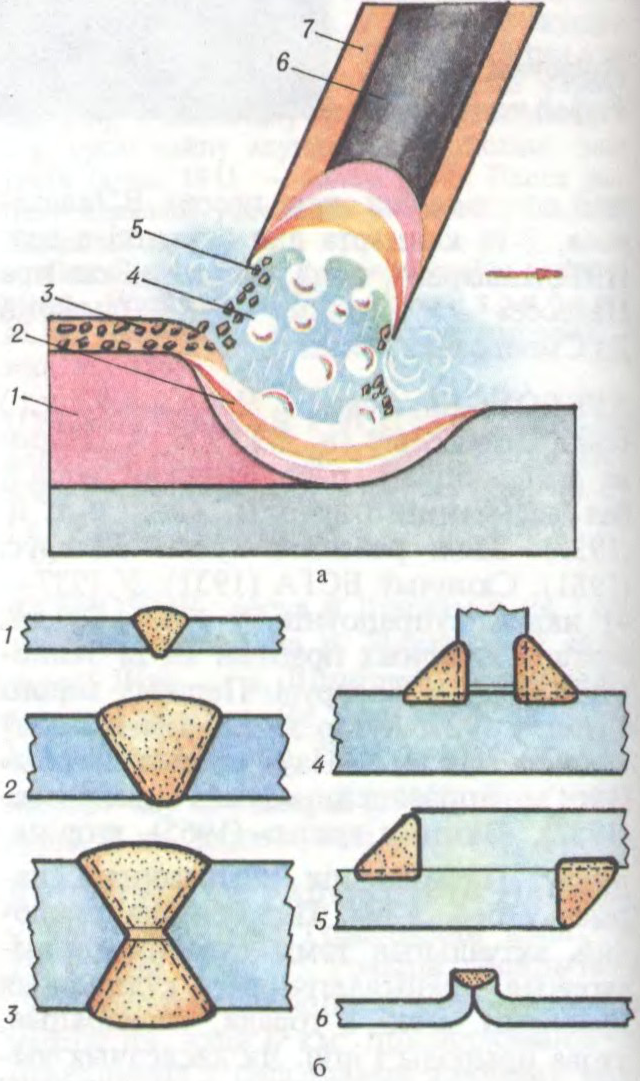
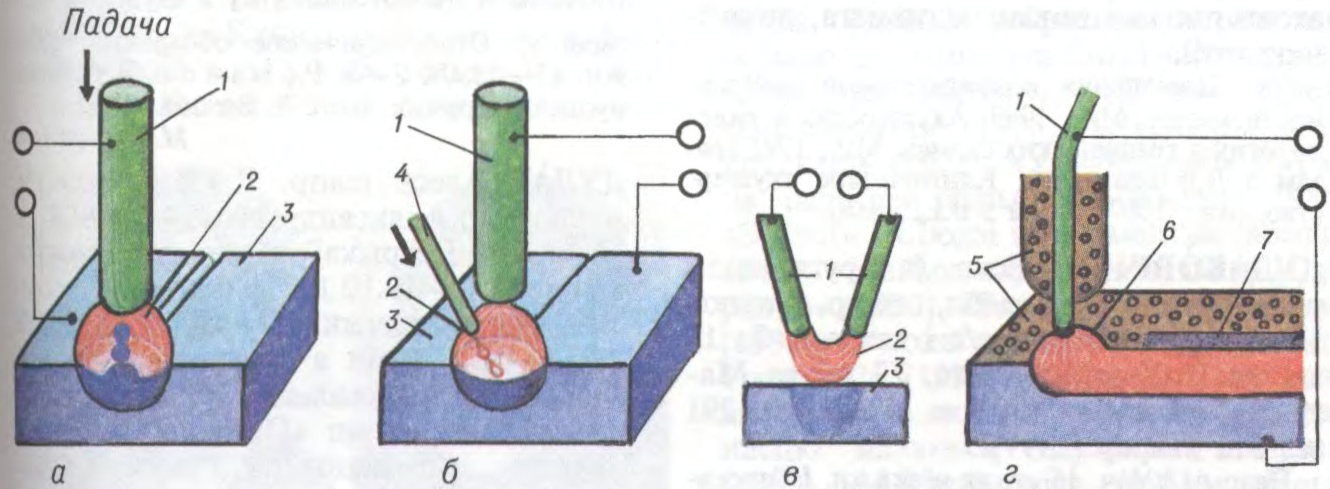
Дугавая зварка: а — пакрытым электродам (1 — метал шва, 2 — расплаўлены метал, 3 — шлакавая корка, 4 — кропля металу электрода, 5 — расплаўленае пакрыццё, 6 — металічны стрыжань электрода, 7 — пакрыццё); б — тыпы злучэнняў (1—3 — стыкавыя, 4 — таўровае, 5 — унакладку, 6 — з адбартоўкай краёў).Схемы дугавой зваркі: а — плаўкім электродам; б — няплаўкім электродам; в — дугой ускоснага дзеяння; г — пад флюсам; 1 — электрод; 2 — дуга; 3 — загатоўкі, якія зварваюцца; 4 — прысадачны пруток; 5 — грануляваны флюс; 6 — ахоўны газавы пузыр; 7 — шлакавая корка на зварным шве.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ЗВА́РКА ТРЭ́ННЕМ,
зварка металаў пластычным дэфармаваннем нагрэтых узаемным трэннем паверхняў і наступным сцісканнем дэталей. Робіцца на машынах, у якіх вырабы, што трэба зварыць, замацоўваюць сувосева; вярчальны рух звычайна надаюць аднаму з вырабаў. Выкарыстоўваецца для злучэння валоў, штокаў з поршнямі, частак металарэзных інструментаў, інш. малагабарытных вырабаў з разнародных металаў і сплаваў, якія рэзка адрозніваюцца сваімі цеплафіз. і хім. ўласцівасцямі (напр., сталь з алюмініем і меддзю, тытан з алюмініем). Пашырана ў маш.-буд. і інстр. вытв-сці.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
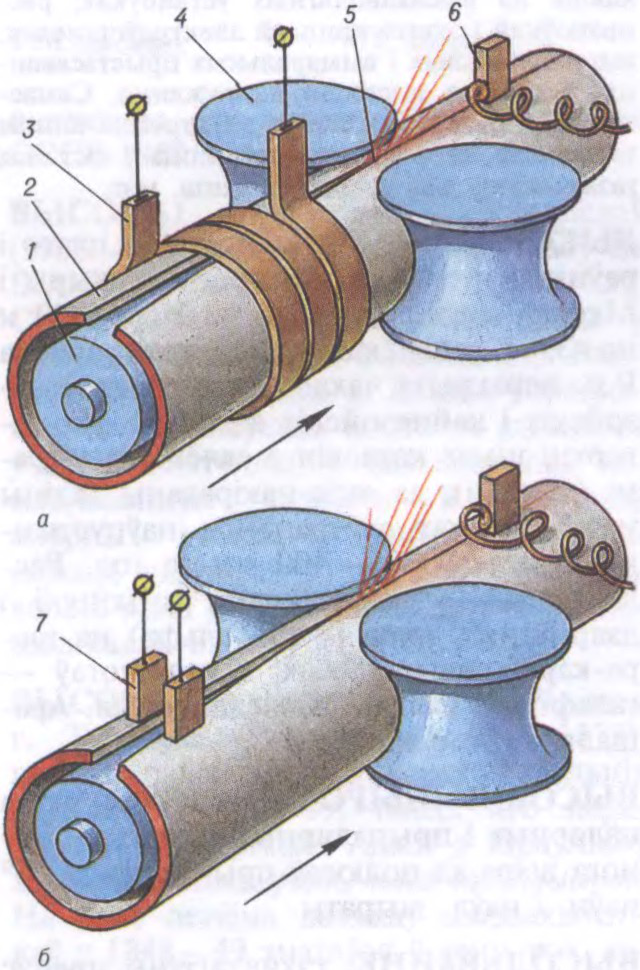
ВЫСОКАЧАСТО́ТНАЯ ЗВА́РКА,
зварка з награваннем металаў або пластмас токамі высокай частаты. Адрозніваюць высокачастотную зварку металаў ціскам і плаўленнем, бесперапынна паслядоўную (зварным швом) і адначасовую, з індукцыйным або кантактным (найб. пашырана) падводам току.
Пры зварцы швом створанае токам высокачастотнае магнітнае поле пранікае ў прамежак паміж краямі вырабаў, якія аплаўляюцца і сціскаюцца. Скорасць зваркі да 1 м/с і болей, рабочыя частоты 0,01, 0,44 і 1,76 МГц. Гэтым спосабам зварваюць сплавы жалеза, алюмінію, медзі і інш. (пры вытв-сці труб, кабеляў, бэлек, злучэнні лістоў, стужак і г.д.). Індукцыйная высокачастотная зварка заключаецца ў глыбінным індукцыйным нагрэве тарцоў вырабаў і іх сцісканні. Выкарыстоўваецца для злучэння малавугляродзістых і нізкалегіраваных сталей (пры стыкоўцы труб, дзе захоўваецца ўнутр. сячэнне). Пры высокачастотнай зварцы плаўленнем тарцы загатовак сумесна аплаўляюць спец. індуктарам. Такім спосабам робяць карпусы метал. вырабаў, злучаюць трубы з лістамі. Пры высокачастотнай зварцы пластмас іх награюць у пераменным эл. полі рабочага кандэнсатара (гл.Дыэлектрычны нагрэў), які служыць і зварачным прэсам. Так атрымліваюць вырабы з ліставых і плёначных тэрмапластыкаў.
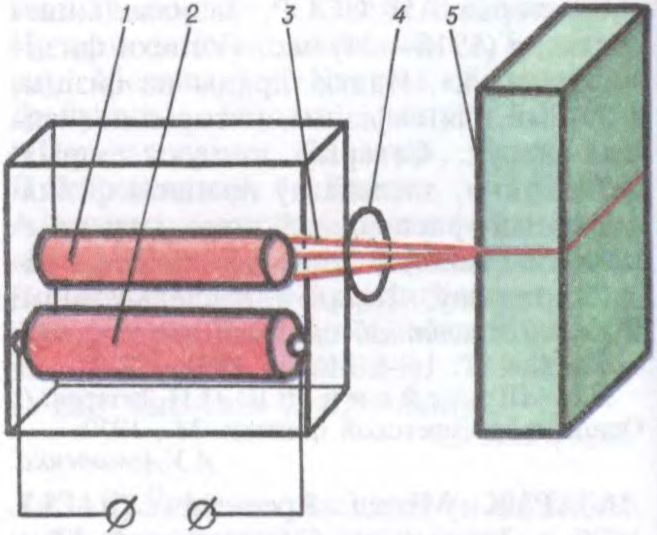
Высокачастотная зварка трубы з індукцыйным (а) і кантактным (б) падводам току: 1 — магнітаправод; 2 — загатоўка; 3 — індуктар; 4 — валок зварачнай клеці; 5 — месца зваркі; 6 — разец для зняцця выцесненага металу; 7 — зварачны кантакт.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ДЫФУЗІЙНАЯ ЗВА́РКА,
зварка металаў, пластмас і інш. матэрыялаў, заснаваная на выкарыстанні дыфузіі. Звычайна робіцца ў вакууме, часам у атмасферы ахоўных газаў (аргону, вадароду, гелію), вадкіх асяроддзях.
Пры Д.з. дэталі змяшчаюць у зварачную герметычную камеру з разрэджаннем 10—1 кПа, награюць да 600—800 °C (без расплаўлення кантаў) і сціскаюць. Пры гэтым у паверхневых слаях дэталей, што кантактуюць, адбываецца інтэнсіўная ўзаемная дыфузія атамаў, за кошт якой матэрыялы злучаюцца. Д.з. выкарыстоўваецца ў электроннай і паўправадніковай прам-сці, дакладным машынабудаванні і інш.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
КАНТА́КТАВАЯ ЗВА́РКА,
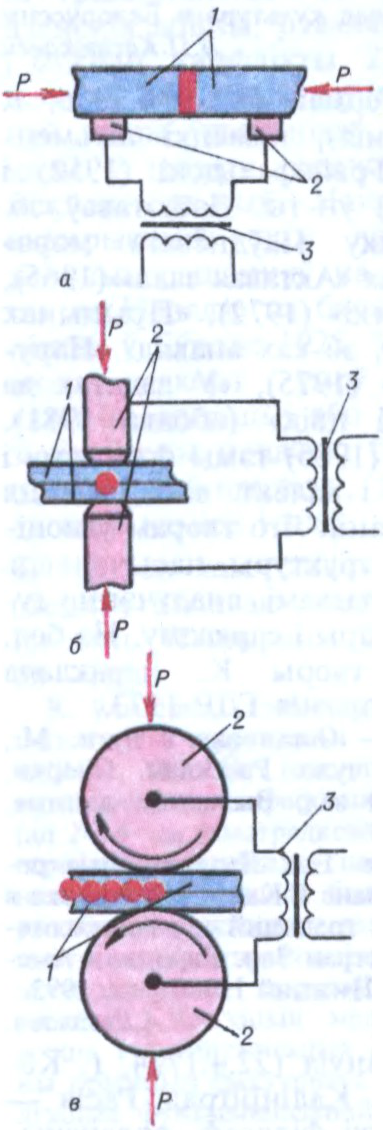
зварка, пры якой дэталі злучаюць награваннем месца кантакту эл. токам і адначасовым сцісканнем (асаджваннем); адзін з найб. прадукцыйных спосабаў зваркі. Бывае кропкавая, стыкавая, шыўная (ролікавая) і рэльефная; зварка аплаўленнем (месца злучэння награваюць да аплаўлення), супраціўленнем (да пластычнага стану) і кандэнсатарная (з выкарыстаннем імпульсаў ад батарэі кандэнсатараў).
Найб. пашырана кропкавая К.з., пры якой асобнымі кропкамі-кружкамі злучаюць ліставыя канструкцыі ў нахлёст. Пры стыкавой зварцы дэталі злучаюць па ўсёй плошчы сутыкнення (дрот, арматура, трубы, рэйкі і інш.). Пры шыўнай К.з. (робяць ролікамі-электродамі) кожная зварная кропка перакрывае папярэднюю і ўтварае зварное шво; пры рэльефнай месца зварных кропак вызначаецца загадзя створанымі выступамі. Для К.з. выкарыстоўваюць машыны (устаноўкі) з канструктыўна аб’яднанымі зварачным трансфарматарам (пераўтваральнікам) і мех. прыстасаваннем для сціскання дэталей.
Схемы кантактавай зваркі: а — стыкавой; б — кропкавай; в — шыўнай (ролікавай); 1 — дэталі, якія зварваюцца; 2 — электроды; 3 — зварачны трансфарматар; P — сіла, што сціскае дэталі.