МІНАШУКА́ЛЬНІК,
прылада для пошуку мін. Выкарыстоўваецца для разведкі міннаўзрыўных загарод, стварэння праходаў у мінных палях і пры размініраванні мясцовасці.
С.У.Чарных.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
МІНАШУКА́ЛЬНІК,
прылада для пошуку мін. Выкарыстоўваецца для разведкі міннаўзрыўных загарод, стварэння праходаў у мінных палях і пры размініраванні мясцовасці.
С.У.Чарных.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
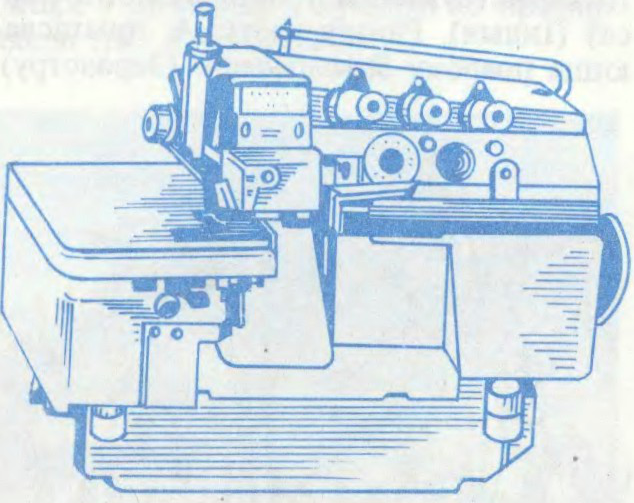
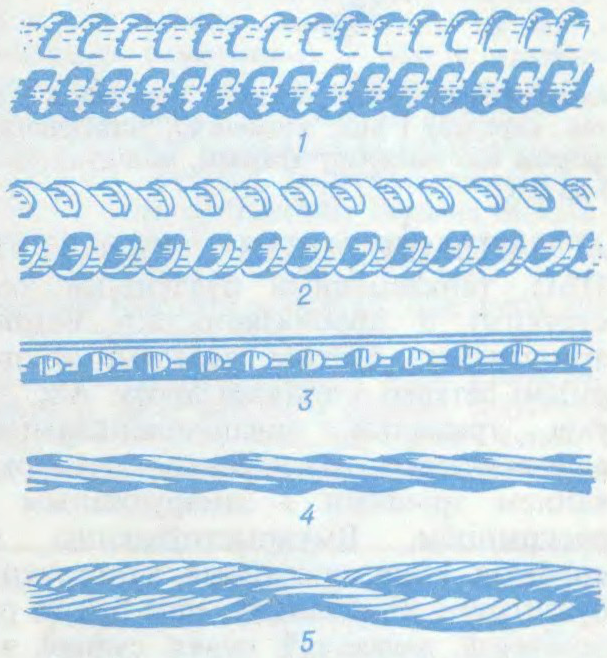
АВЕРЛО́К (
краеабкідальная швейная машына пяцельнага шыўка, дзе адна з петляў агінае край зрэзу
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
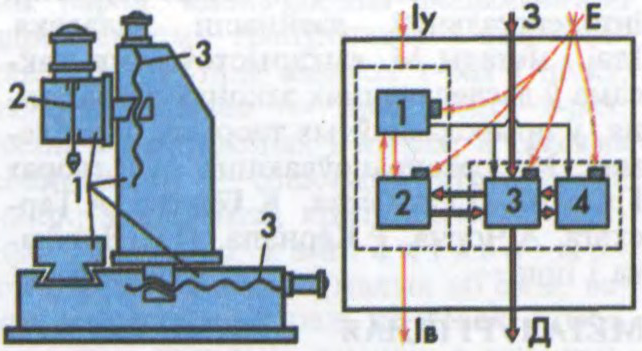
МЕТАЛАРЭ́ЗНЫ СТАНО́К,
машына для размернай апрацоўкі рэзаннем (у
У залежнасці ад мэтавага прызначэння, выканання адпаведных
На Беларусі розныя тыпы М.с. выпускаюць прадпрыемствы станкабудаўнічай і інструментальнай прамысловасці. Пра развіццё вытв-сці М.с. на Беларусі
Літ.:
Чернов Н.Н. Металлорежущие станки. 4 изд.
Кочергин АИ., Конструирование и расчет металлорежущих станков и станочных комплексов.
Станочное оборудование автоматизированного производства.
Проектирование металлорежущих станков и станочных систем: В 3
А.І.Качаргін.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
АБУ́ТАК,
на Беларусі гарбарна-шавецкае рамяство (
Сучасны абутак падзяляюць на бытавы, вытворчы, спартыўны і медыцынскі (
М.Ф.Раманюк (гістарычная частка).


Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ДЗЯЛІ́ЛЬНЫЯ МАШЫ́НЫ І ПРЫСТАСАВА́ННІ.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
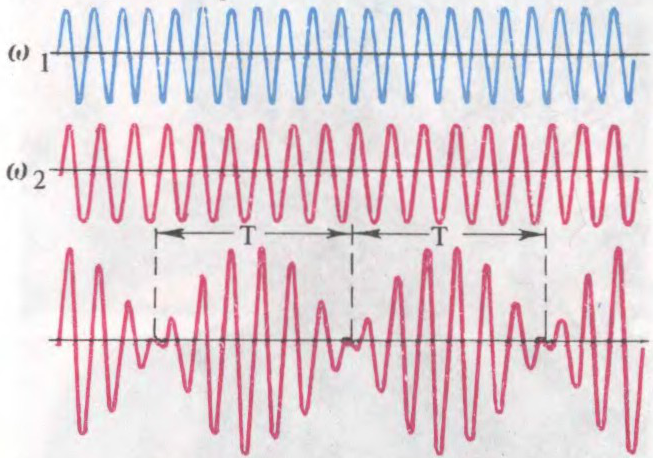
БІ́ЦЦІ,
1)
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
АРМАТУ́РА (ад
дапаможныя, звычайна стандартныя прылады, прыстасаванні і
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ІНАВРО́ЦЛАЎ (Inowrocław),
горад у
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
МАРКІНЯ́ТЫ,
курганны могільнік 10—12
А.Г.Калечыц.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
БАБРУ́ЙСКІ ЗАВО́Д ТРА́КТАРНЫХ ДЭТА́ЛЯЎ І АГРЭГА́ТАЎ.
Створаны ў 1959 у
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)