зварка металаў і сплаваў ціскам, пры якой награванне вырабаў у зоне злучэння робіцца ў печах награвальных або горнах, а пластычнае дэфармаванне — ударамі молата, пракаткай ці выцісканнем. К.з. злучаюць пераважна дэталі з малавугляродзістай (да 0,3% С) сталі, а таксама наварваюць высакаякасную сталь на зношаныя дэталі. Якасць зваркі павышаюць, пакрываючы месца злучэння флюсам.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
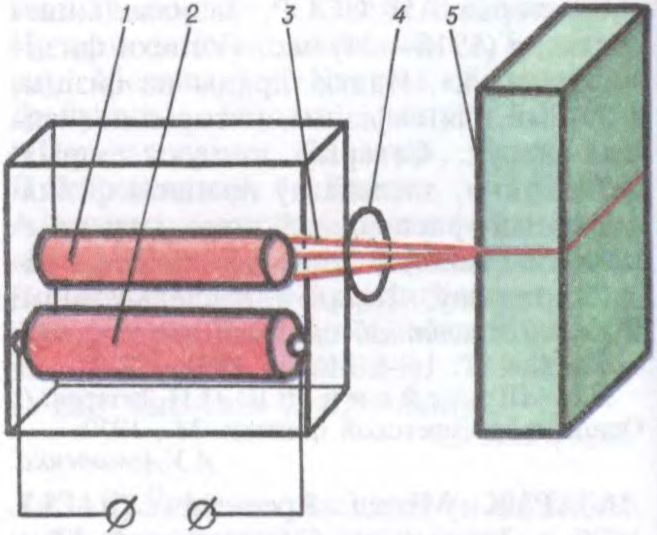
ЛА́ЗЕРНАЯ ЗВА́РКА,
зварка плаўленнем, пры якой крыніцай цяпла з’яўляецца сфакусіраванае эл.-магн. выпрамяненне лазера. Вызначаецца бескантактнасцю (зварка праз празрыстае ваконца герметычнай пасудзіны), малым памерам зоны тэрмічнага ўплыву.
Шчыльнасць патоку выпрамянення пры Л.з. 0,1—1 МВт/см², глыбіня праплаўлення 0,05—2 мм, што дазваляе надзейна зварваць дэталі таўшчынёй 0,01—1,5 мм. Найб. пашырана імпульсная Л.з. (стварае кропкавыя злучэнні, прадукцыйнасць да 100 аперацый за мінуту), выкарыстоўваецца таксама неперарыўная (шыўная) зварка (стварае суцэльныя швы, прадукцыйнасць да 1,5—2 м/мін). Л.з. выкарыстоўваецца для злучэння металаў і сплаваў, якія не зварваюцца звычайнымі спосабамі, для зваркі канструкцый у цяжкадаступных месцах, мініяцюрных і лёгкадэфармуемых дэталей (электроннавакуумных і паўправадніковых прылад, інтэгральных схем і інш).