від ультрагукавой апрацоўкі, пры якім паверхня крохкіх матэрыялаў апрацоўваецца імпульсным уздзеяннем абразіўных часцінак. Пры абразіўна-імпульснай апрацоўцы ў зону апрацоўкі нагнятаецца суспензія абразіўных часцінак алмазу, вокісу алюмінію, карбіду крэмнію ці бору, рух якіх выклікаецца канцэнтратарам ультрагукавых ваганняў. Пры ўздзеянні на матэрыял часцінкі зразаюць яго, і апрацаваная паверхня капіруе форму рабочай часткі канцэнтратара. Крыніцай ваганняў з’яўляецца ультрагукавы генератар. абразіўна-імпульснай апрацоўкі выкарыстоўваецца пераважна для фарміравання адтулін, поласцяў, фасонных паверхняў, шліфавання.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
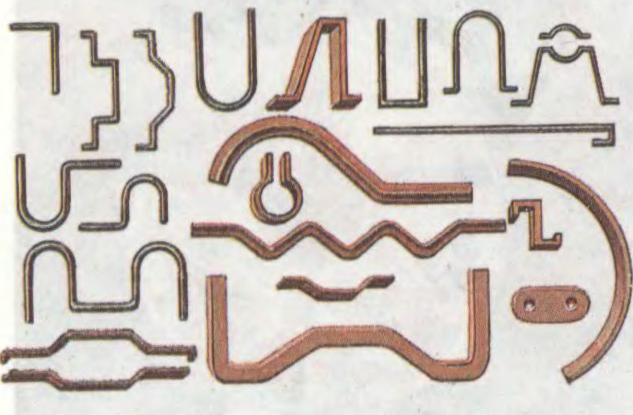
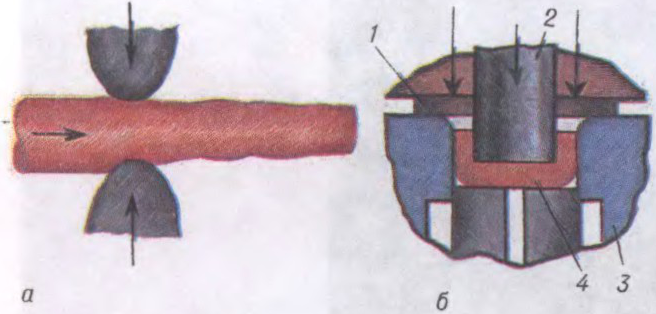
ГІ́БКА,
спосаб апрацоўкі металаў ціскам, пры якім загатоўцы або яе частцы надаецца выгнутая форма. Да гібкі адносіцца ўласна гібка, або гнуццё (атрыманне гнутых профіляў), прафіляванне (гафрыраванне, выгінанне), згортванне (атрыманне зварных труб), навіванне спружын, праўка і інш. Гібка ажыццяўляецца на гібачных машынах, універсальных прэсах або ўручную. Спосабам гібкі вырабляюць дэталі машын і прылад, розныя метызы і інш.
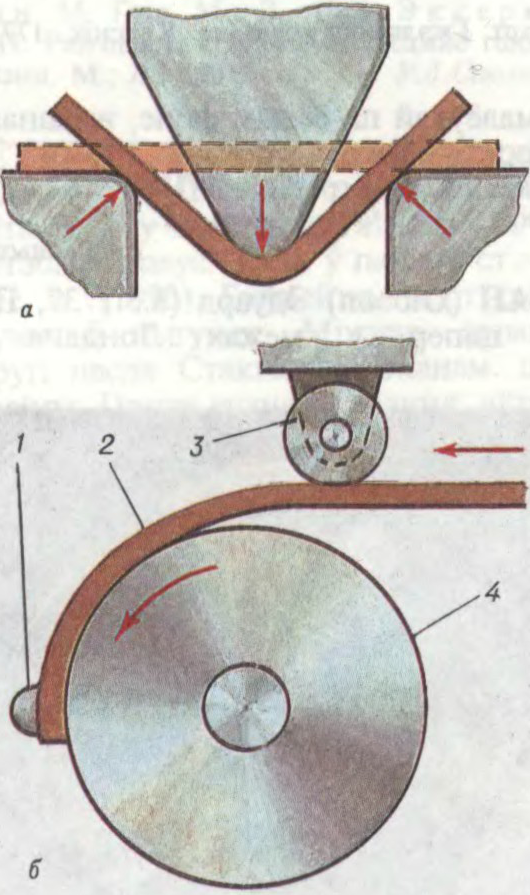
Узоры дэталей, якія можна зрабіць гібкай.Да арт.Гібка: а — схема гібкі, б — гібка па шаблоне (1 — прыціскач, 2 — загатоўка, 3 — націскны ролік, 4 — шаблон).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
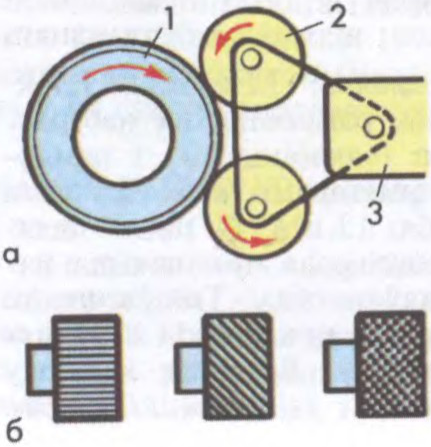
НАКА́ТКА,
накатванне, апрацоўка пластычным дэфармаваннем вонкавых паверхняў метал. вырабаў і дэталяў з дапамогай накатвальнага інструменту (ролікаў, плашак і інш.).
Формаўтваральная Н. выкарыстоўваецца для ўтварэння рысак і сетак (напр., на ручках інструментаў), для надання формы зубам зубчастых колаў, утварэння разьбы на дэталях, нанясення шкал, умацавальная Н. — для ўтварэння наклёпу і павышэння трываласці, зносаўстойлівасці паверхняў валоў, восей, утулак і г.д. Для Н. выкарыстоўваюць спец. прыстасаванні, зубанакатныя станкі, рэзьбанакатныя аўтаматы.
Схема накаткі рыфленай паверхні (а) і віды рыфленняў (б): 1 — загатоўка; 2 — ролікі накатніка; 3 — трымалка.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
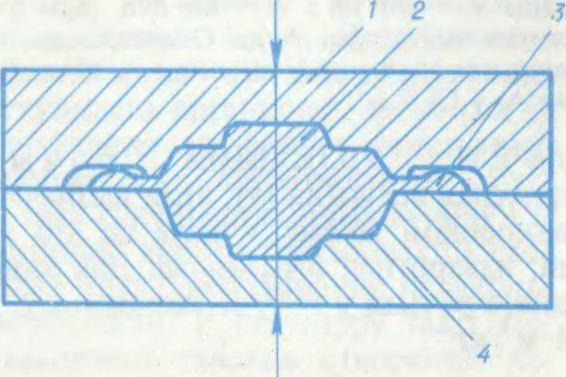
АБ’ЁМНАЯ ШТАМПО́ЎКА,
від штампоўкі, пры якой загатоўка прымае аб’ёмную форму рабочай поласці штампа. Пры гарачай аб’ёмнай штампоўцы матэрыял награваюць да 200—1300 °C у полымных печах, індукцыйных або інш. тыпу ўстаноўках, затым апрацоўваюць на штамповачных молатах і прэсах (пры вырабе, напр., зубчастых колаў, каленчатых валоў). Пры халоднай аб’ёмнай штампоўцы атрымліваюць вырабы з гладкай паверхняй (заклёпкі, цвікі, загатоўкі балтоў і інш.) пераважна на прэсавых аўтаматах.
Аб’ёмная штампоўка: 1 — верхняя частка штампа; 2 — выраб ва ўнутранай частцы штампа; 3 — завусенец (лішак металу); 4 — ніжняя частка штампа.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
Róhlingm -s, -e
1) гру́бы [жо́рсткі] чала́век
2) тэх.загато́ўка, адлі́ўка
3) цэ́гла-сырэ́ц
Нямецка-беларускі слоўнік (М. Кур'янка, 2006, правапіс да 2008 г.)
ВЫ́ЦЯЖКА,
1) кавальская аперацыя, накіраваная на павелічэнне даўжыні загатоўкі пры адпаведным памяншэнні яе папярочнага сячэння. Ажыццяўляецца на молатах і прэсах паслядоўным абцісканнем з паваротам загатоўкі на 90°.
2) Аперацыя халоднай ліставой штампоўкі, у выніку якой з плоскай загатоўкі атрымліваюць танкасценныя пустыя вырабы (дэталі машын, карпусы прылад, каструлі, бітоны і інш.). Робіцца ў выцяжных штампах пуансонам і матрыцай. Глыбокія вырабы атрымліваюць пры паўторных выцяжках з прамежкавым адпалам (для аднаўлення пластычнасці металу). Прынцып выцяжкі выкарыстоўваецца таксама ў пракатцы металу і ў валачэнні.
3) Паказчык дэфармацыі, роўны адносінам даўжынь загатоўкі пасля і да пластычнага дэфармавання.
4) У хіміі, харчовай і парфумернай прам-сці выцяжка — прадукт выбіральнага выцягвання аднаго або некалькіх кампанентаў з сумесі або пэўнай сыравіны ў растваральнік.
Нямецка-беларускі слоўнік (М. Кур'янка, 2006, правапіс да 2008 г.)
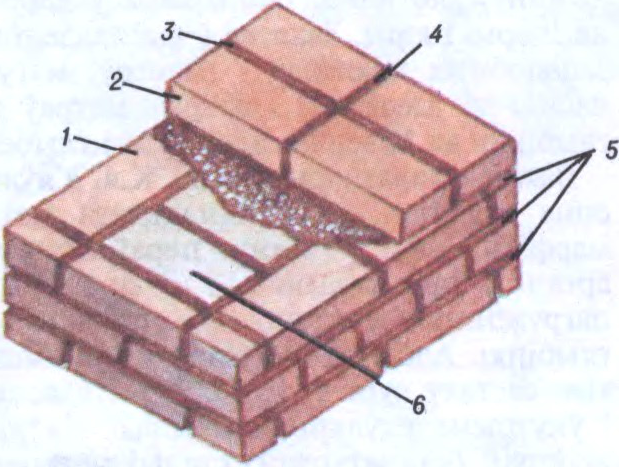
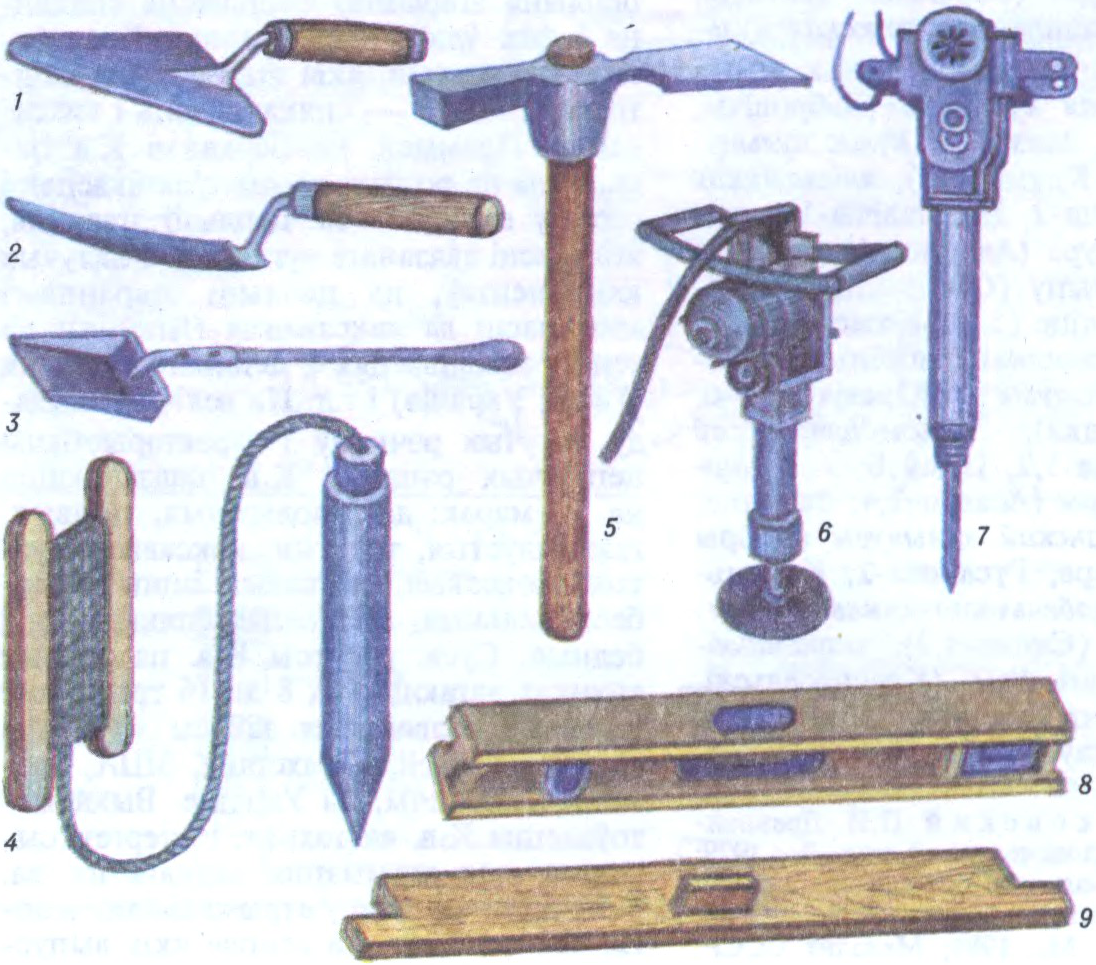
КАМЕ́ННЫЯ РАБО́ТЫ,
работы, якія выконваюць пры ўзвядзенні будынкаў і збудаванняў з каменных матэрыялаў і канструкцый; разнавіднасць будаўнічых работ. Уключаюць асн. (тэхнал.), кантрольна-вымяральныя і дапаможныя працэсы (аперацыі).
Асн. тэхнал. аперацыі: падача і расклада цэглы (камянёў) і буд. раствораў; укладка, абколванне і абчэсванне цэглы (камянёў), устаноўка буйных блокаў у праектнае становішча; наданне буд. швам пэўнай формы. Кантрольна-вымяральныя: праверка гарызантальнасці радоў цэглы (камянёў), вертыкальнасці сцен, якасці пярэдняй паверхні; дапаможныя: загатоўка матэрыялаў, мацаванне і перастаноўка рыштаванняў, мантаж перамычак, панэлей перагародак, пліт перакрыццяў, балконаў і інш. У залежнасці ад матэрыялаў муроўка бывае: бутавая і бутабетонная, цагляная Суцэльная і аблегчаная, драбнаблочная і муроўка з абліцоўкай (бутавая, цагляная або з бетонных, сілікатных і керамічных камянёў, гл.Муроўка).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
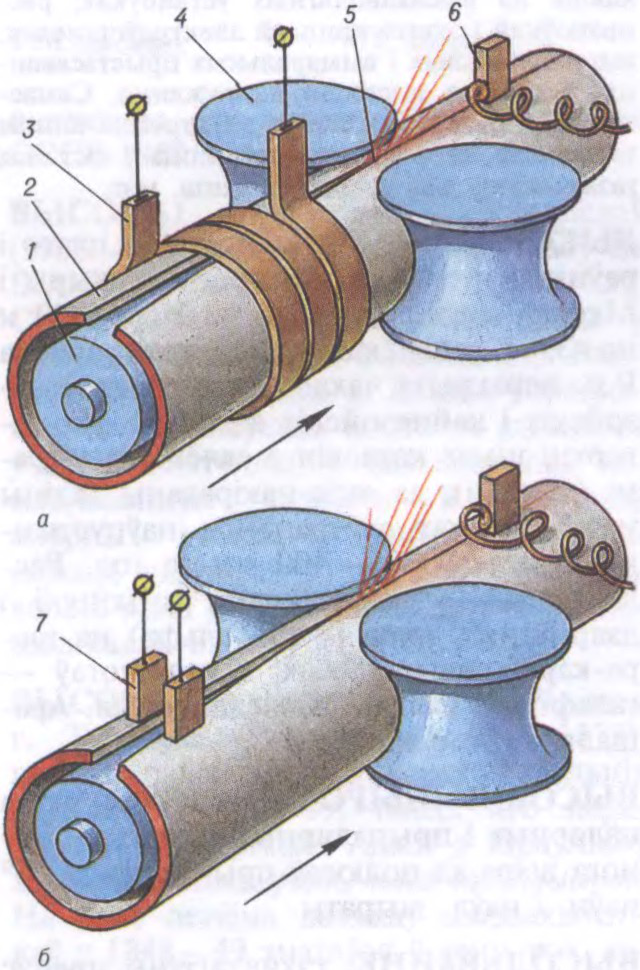
ВЫСОКАЧАСТО́ТНАЯ ЗВА́РКА,
зварка з награваннем металаў або пластмас токамі высокай частаты. Адрозніваюць высокачастотную зварку металаў ціскам і плаўленнем, бесперапынна паслядоўную (зварным швом) і адначасовую, з індукцыйным або кантактным (найб. пашырана) падводам току.
Пры зварцы швом створанае токам высокачастотнае магнітнае поле пранікае ў прамежак паміж краямі вырабаў, якія аплаўляюцца і сціскаюцца. Скорасць зваркі да 1 м/с і болей, рабочыя частоты 0,01, 0,44 і 1,76 МГц. Гэтым спосабам зварваюць сплавы жалеза, алюмінію, медзі і інш. (пры вытв-сці труб, кабеляў, бэлек, злучэнні лістоў, стужак і г.д.). Індукцыйная высокачастотная зварка заключаецца ў глыбінным індукцыйным нагрэве тарцоў вырабаў і іх сцісканні. Выкарыстоўваецца для злучэння малавугляродзістых і нізкалегіраваных сталей (пры стыкоўцы труб, дзе захоўваецца ўнутр. сячэнне). Пры высокачастотнай зварцы плаўленнем тарцы загатовак сумесна аплаўляюць спец. індуктарам. Такім спосабам робяць карпусы метал. вырабаў, злучаюць трубы з лістамі. Пры высокачастотнай зварцы пластмас іх награюць у пераменным эл. полі рабочага кандэнсатара (гл.Дыэлектрычны нагрэў), які служыць і зварачным прэсам. Так атрымліваюць вырабы з ліставых і плёначных тэрмапластыкаў.
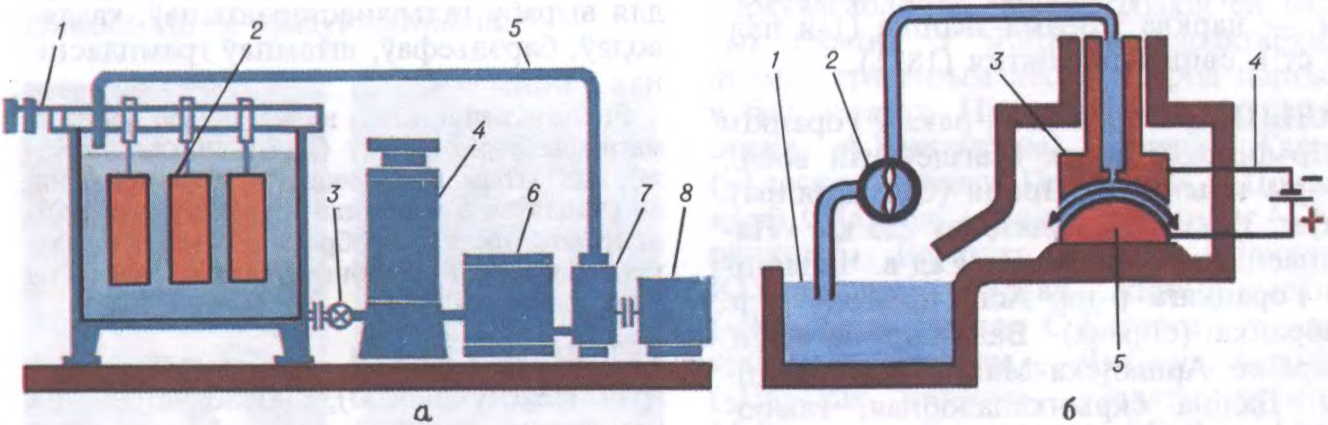
Высокачастотная зварка трубы з індукцыйным (а) і кантактным (б) падводам току: 1 — магнітаправод; 2 — загатоўка; 3 — індуктар; 4 — валок зварачнай клеці; 5 — месца зваркі; 6 — разец для зняцця выцесненага металу; 7 — зварачны кантакт.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ГАЛЬВАНАТЭ́ХНІКА (ад гальвана... + тэхніка),
галіна прыкладной электрахіміі, якая займаецца працэсамі электралітычнага асаджэння металаў на паверхні вырабаў. Уключае гальванастэгію, гальванапластыку і розныя спосабы электрахім. апрацоўкі металаў (аксідаванне, анадзіраванне, электралітычнае паліраванне і інш.). Асновы закладзены Б.С.Якобі, які ў 1838 адкрыў гальванапластыку і распрацаваў спосабы яе выкарыстання. Выкарыстоўваецца ў аўтамабілебудаванні, авіяц., радыётэхн. і электроннай прам-сці, у паліграфіі і інш.
Тэхнал. працэсы гальванатэхнікі заснаваны на з’яве электролізу. Асн. кампанент электраліту — солі металу, які ідзе на пакрыццё. У растворы яны распадаюцца на дадатна зараджаныя іоны металу (катыёны) і адмоўна зараджаныя групы (аніёны). Іоны металу асаджаюцца на адмоўным полюсе (катодзе), якім з’яўляюцца самі вырабы ці іх матрыцы. Аноды — пласціны або пруткі металу, які раствараецца ў электраліце і асаджаецца. У некаторых працэсах (напр., храміраванне, залачэнне) ужываюцца нерастваральныя аноды, а солі асноўнага металу дадаюцца звонку. Гальванатэхн. працэсы выконваюцца ў гальванічных ваннах (стацыянарных, паўаўтаматычных, ваннах-агрэгатах). Стацыянарныя ванны маюць прылады для вымярэння т-ры і прыстасаванні для перамешвання электраліту. Неметал. вырабы і матрыцы (з гіпсу, воску, пластмасы і інш.) для электраправоднасці пакрываюць графітам або тонкім слоем хімічна асаджанага металу; металічныя апрацоўваюцца акісляльнікамі для атрымання пасіўнай плёнкі, што дапамагае аддзяліць копію ад матрыцы. На з’яве нераўнамернага растварэння металу пры аноднай палярызацыі заснавана электралітычнае паліраванне.