зварка з награваннем металаў або пластмас токамі высокай частаты. Адрозніваюць высокачастотную зварку металаў ціскам і плаўленнем, бесперапынна паслядоўную (зварным швом) і адначасовую, з індукцыйным або кантактным (найб. пашырана) падводам току.
Пры зварцы швом створанае токам высокачастотнае магнітнае поле пранікае ў прамежак паміж краямі вырабаў, якія аплаўляюцца і сціскаюцца. Скорасць зваркі да 1 м/с і болей, рабочыя частоты 0,01, 0,44 і 1,76 МГц. Гэтым спосабам зварваюць сплавы жалеза, алюмінію, медзі і інш. (пры вытв-сці труб, кабеляў, бэлек, злучэнні лістоў, стужак і г.д.). Індукцыйная высокачастотная зварка заключаецца ў глыбінным індукцыйным нагрэве тарцоў вырабаў і іх сцісканні. Выкарыстоўваецца для злучэння малавугляродзістых і нізкалегіраваных сталей (пры стыкоўцы труб, дзе захоўваецца ўнутр. сячэнне). Пры высокачастотнай зварцы плаўленнем тарцы загатовак сумесна аплаўляюць спец. індуктарам. Такім спосабам робяць карпусы метал. вырабаў, злучаюць трубы з лістамі. Пры высокачастотнай зварцы пластмас іх награюць у пераменным эл. полі рабочага кандэнсатара (гл.Дыэлектрычны нагрэў), які служыць і зварачным прэсам. Так атрымліваюць вырабы з ліставых і плёначных тэрмапластыкаў.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
ДАЗА́ТАР,
прыстасаванне для адмервання (дазіравання) зададзеных масы або аб’ёму вадкіх ці сыпкіх матэрыялаў. Бываюць вагавыя (адмерваюць па масе) і аб’ёмныя (па аб’ёме), перыядычнага (дыскрэтнага) і бесперапыннага дзеяння, адна- і шматкампанентныя (з паслядоўным дазіраваннем некалькіх матэрыялаў), з ручным і аўтам. кіраваннем.
Д. перыяд. дзеяння звычайна маюць бункерную кампаноўку, выкарыстоўваюцца ў тэхнал. працэсах з верт. размяшчэннем абсталявання. Д. бесперапыннага дзеяння — бункернага і стужачнага тыпаў, выкарыстоўваюцца ў працэсах з гарыз. размяшчэннем абсталявання і канвеерным транспартаваннем матэрыялаў. Аб’ёмныя і аб’ёмна-вагавыя Д. робяць у выглядзе карэтачнай, стужачнай, пласціністай або вібрацыйнай сістэмы (напр., у асфальтазмешвальных устаноўках). Д. выкарыстоўваюць у вытв-сці буд. матэрыялаў, у металургіі, хім., харч. і фармацэўтычнай прам-сці, на транспарце, у гандлі і інш.
І.І.Леановіч.
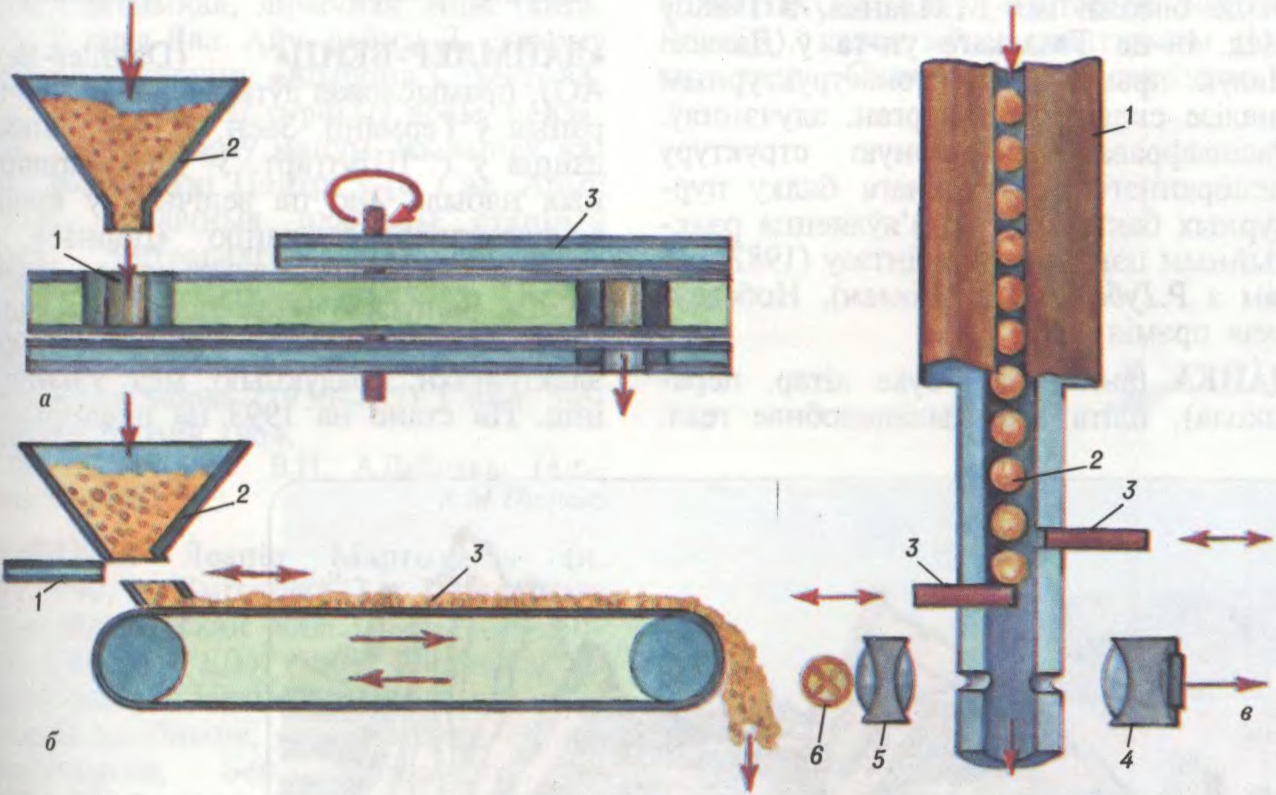
Схемы дазатараў: а — аб’ёмнага (1 — мерная пасудзіна, 2 — матэрыял, які дазіруецца; 3 — адсякальнік, што закрывае мерную пасудзіну і знімае лішкі матэрыялу); б — вагавага (1 — засаўка, якая прадухіляе паступленне матэрыялу на стужку да запаўнення мернай ёмістасці 2, 3 — транспарцёр); в — штучнага (1 — бункер, 2 — загатоўкі, 3 — адсякальныя штыфты, 4 — фотаэлемент, 5 — лічыльнік загатовак, 6 — крыніца святла).
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
АГРЭГА́ТНЫ СТАНО́К,
металарэзны станок, які складаецца ў асн. з уніфікаваных (нармалізаваных), кінематычна не звязаных паміж сабой вузлоў (агрэгатаў). Узаемазалежнасць і паслядоўнасць руху агрэгатаў надаецца звычайна адзінай сістэмай кіравання. Адрозніваюць агрэгатныя станкі адна- і многапазіцыйныя (па колькасці дэталяў, што адначасова апрацоўваюцца); свідравальныя, расточныя, фрэзерныя, такарныя і камбінаваныя; паўаўтаматы і аўтаматы.
Асн. рабочыя органы агрэгатных станкоў: сілавыя галоўкі з індывід. прыводамі перамяшчэння і вярчэння інструментаў; сілавыя і паваротныя сталы, якія перамяшчаюць адпаведна сілавыя галоўкі або загатоўкі паміж пазіцыямі апрацоўкі. Агрэгатныя станкі забяспечваюць многаінструмент. апрацоўку загатовак адначасова з некалькіх бакоў, іх можна хутка перакампаноўваць для апрацоўкі інш. дэталяў; дазваляюць шматразова выкарыстоўваць часткі агрэгатаў пры замене аб’екта апрацоўкі. У серыйнай і буйнасерыйнай вытв-сці з іх ствараюцца паточныя і аўтаматычныя лініі.
Беларуская Энцыклапедыя (1996—2004, правапіс да 2008 г., часткова)
АБУ́ТАК,
на Беларусі гарбарна-шавецкае рамяство (гл.Гарбарства) як самастойная галіна існуе з часоў Полацкага княства. Стараж. майстэрні па апрацоўцы скуры і вырабу абутку археолагі выявілі ў Полацку, Мінску, Пінску. Асн. тагачаснымі тыпамі абутку гараджан былі поршні, чаравікі, боты. Магнаты, гарадская знаць насілі абутак з дарагіх матэрыялаў, вытанчаных формаў, упрыгожаны спражкамі, бантамі і інш. Выпрацоўка новых формаў залежала ад маст. рысаў усяго ансамбля адзення, развівалася ў агульным еўрап. стылі. Нар. абутак выраблялі ў хатніх умовах або спец. рамеснікі — шаўцы. Ён бытаваў у вёсках і дробных мястэчках і лепш, чым абутак гараджан, стасаваўся з прыродна-кліматычнымі ўмовамі, спецыфікай працы насельніцтва. Самы стараж. тып абутку беларусаў складаўся з абгортак, прывязак і ўласна абутку. Абгорткі (анучы, завойкі) — 2 полкі белага палатна, якімі абгортвалі ногі. Абгортка ног да шчыкалатак кавалкам палатна пры хадзе басанож была пашырана сярод жанчын, асабліва ў час жніва. Прывязкі (аборы, валокі) вілі з пянькі, лёну, канапель, конскага воласу, наразалі з сырамятнай скуры. Мацавалі абгорткі па-рознаму: на Тураўшчыне і Мазыршчыне доўгія прывязкі ўтваралі своеасаблівую вяровачную панчоху, на Пн Беларусі былі кароткія і абкручваліся да шчыкалатак. Уласна абутак у мінулым — плеценыя ці скураныя вырабы. Нязначнае пашырэнне мелі дзеравяшкі. Асн. від плеценага абутку, які бытаваў да пач. 20 ст., — лапці (шчарбакі, кавярзні). Іх плялі з лазовай і вязавай кары (лыка), пянькі. Скураны абутак быў 2 відаў: шыты з аднаго кавалка скуры — пасталы і з прышытымі падэшвамі і абцасамі — боты, чаравікі. Майстэрствам вырабу ботаў у 19 — пач. 20 ст. славіліся шаўцы наваколляў Турава, Давыд-Гарадка, Петрыкава, Слуцка і інш. На святы жанчыны абувалі і чаравікі (боцікі, шнуроўкі). Валены абутак (валёнкі) набыў пашырэнне ў 19 ст., бытуе і цяпер. Гумавы абутак пачалі насіць у 1930-я г. Бахілы (глыбокія галошы) надзявалі звычайна на буркі.
Сучасны абутак падзяляюць на бытавы, вытворчы, спартыўны і медыцынскі (гл.Абутак артапедычны). Паводле канструкцыі загатовак адрозніваюць боты, чаравікі, паўчаравікі, туфлі і інш. Падзяляецца на групы: пінеткі (памер, ці даўжыня ступні, 95—125 мм), гусарыкі (120—140), маладзіцячы (145—175), дзіцячы (180—200), школьны (205—225), дзявочы (230—250), хлапечы (230—255), жаночы (215—275), мужчынскі (245—305). Паўната (абхват ступні) — ад 1 да 10 умоўных адзінак (найб. пашыраная 6 і 7).
Дэталі верху і нізу абутку злучаюцца ніткамі, шпількамі, цвікамі, вінтамі, клеем (пераважна сінтэтычным), вулканізацыяй, ліццём. Вонкавыя дэталі верху робяць з натуральнай ці штучнай скуры, тэкстыльных матэрыялаў; дэталі нізу — са скуры, гумы (порыстай, няпорыстай, скурападобнай), пластмасаў (напр., поліурэтану) і інш. Абутак павінен мець цеплаахоўныя ўласцівасці, быць водаўстойлівым, паветра- і паранепранікальным. Тэхналогія вырабу абутку ўключае раскрой матэрыялаў на дэталі, іх апрацоўку, выраб загатовак верху і фармаванне іх на калодцы, прымацаванне нізу да верху, аддзелку. Прамысловы раскрой робяць разакамі на электрагідраўл. ці мех. прэсах, спец. аўтаматах. З дапамогай ЭВМ разлічваюць аптымальныя варыянты ўкладкі дэталяў на матэрыяле. Дэталі верху скошваюць, загінаюць, апрацоўваюць; дэталі нізу выраўноўваюць па таўшчыні, фрэзеруюць, скошваюць, шліфуюць. Дэталі верху злучаюць у плоскія загатоўкі, якім надаюць аб’ёмную форму: увільгатняюць (часам награваюць), расцягваюць удоўж і ўпоперак, зацягваюць і прымацоўваюць загатоўкі да вусцілкі. Затым змацоўваюць верх і ніз і робяць канчатковую апрацоўку (абразанне залішняга матэрыялу, афарбоўку, паліраванне і інш.). Гл. таксама Абутковая прамысловасць.